This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s sharpening stone is another japanese artificial sharpening stone. The Imanishi “Bester” series is supposed to be usable after just splashing with water, instead of soaking. I think this sounds very promising for a guided system! Funnily enough, in my native German language, “Bester” means…the best. Let’s see whether this is true:
Optical micrographs of the stone. Instrument: Leica Emspira
The stone is an off-yellow-whiteish colour. Some darker particles can be identified all over the stone, some black, some just off colour.
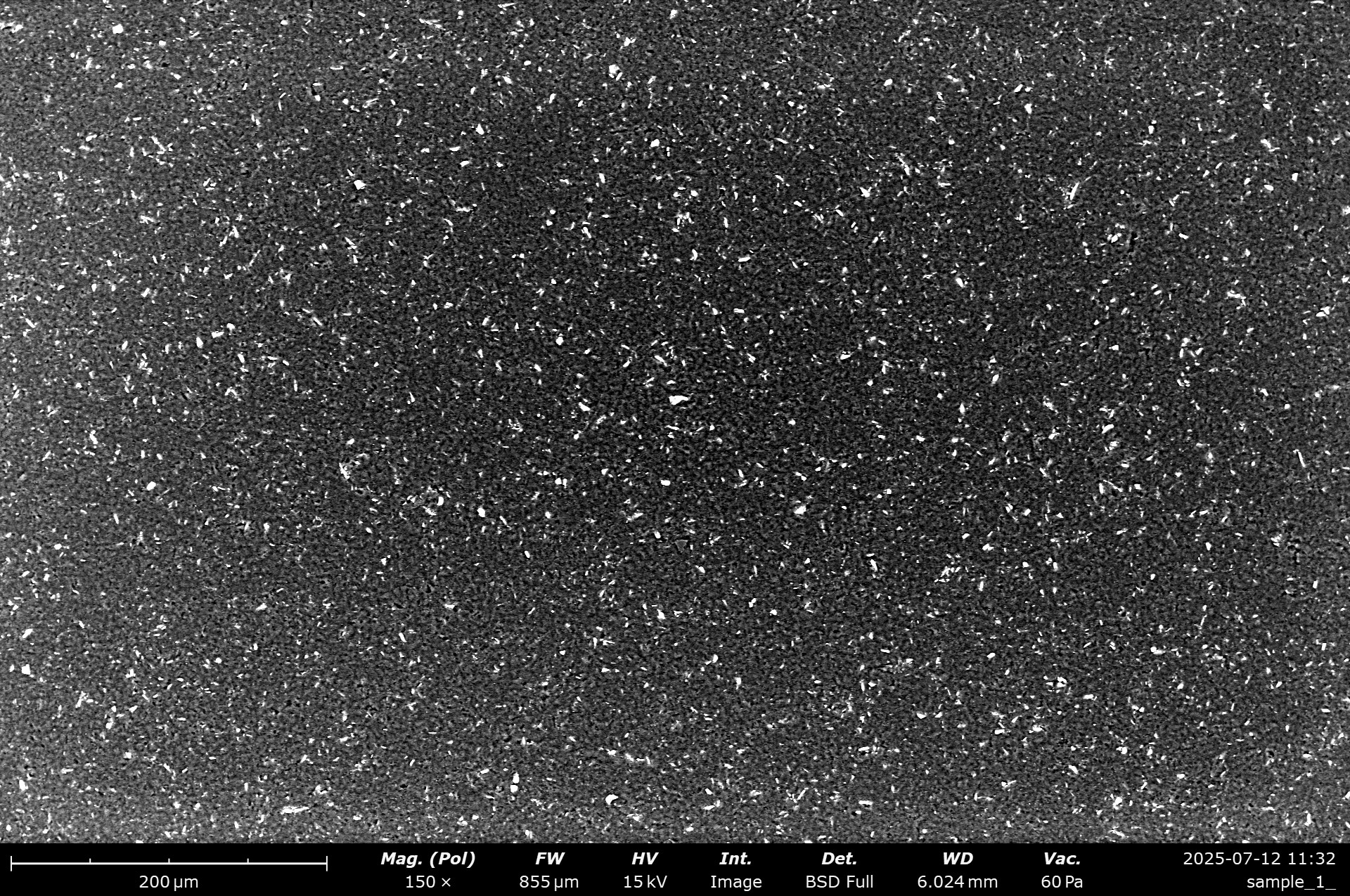
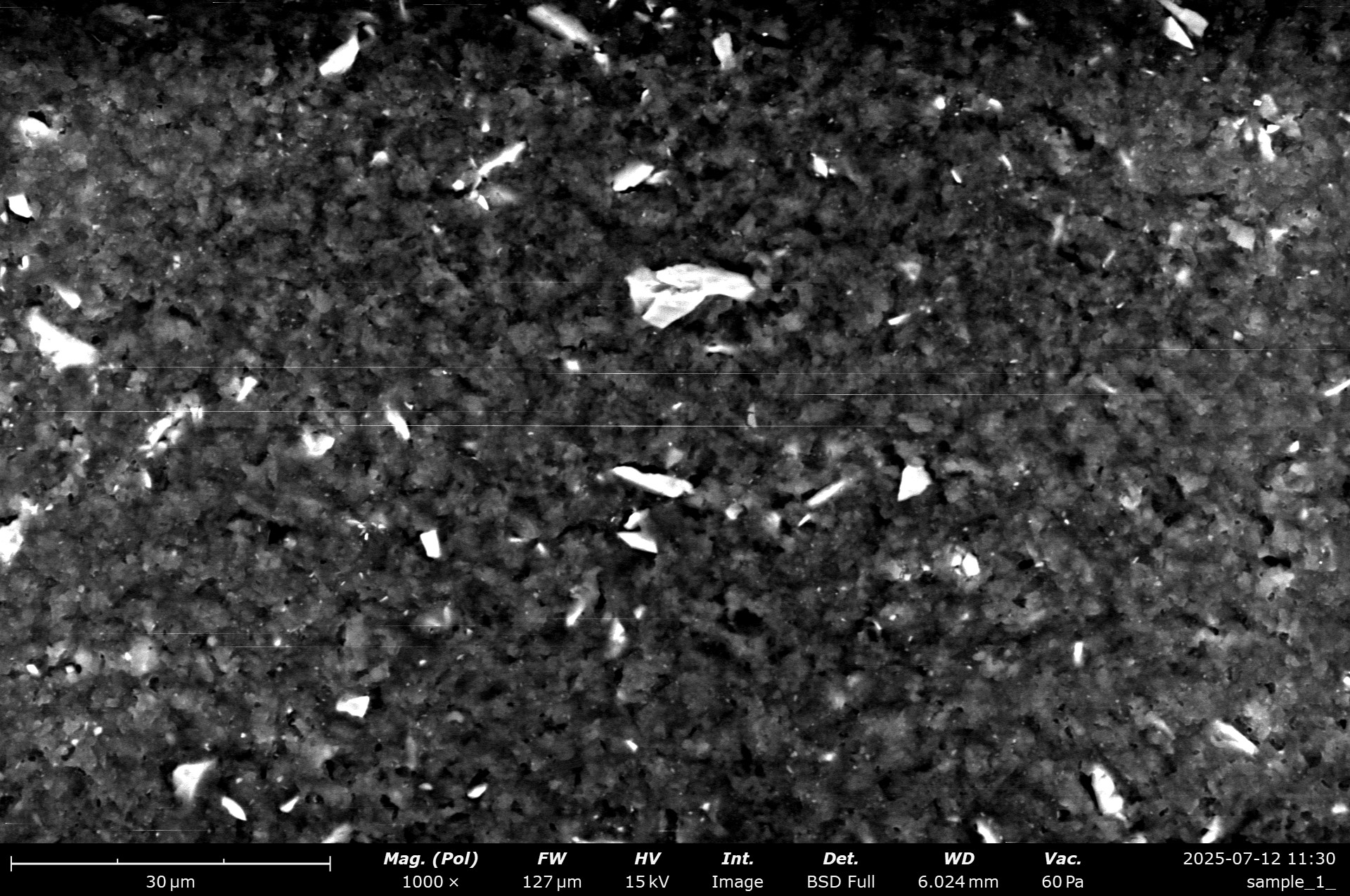
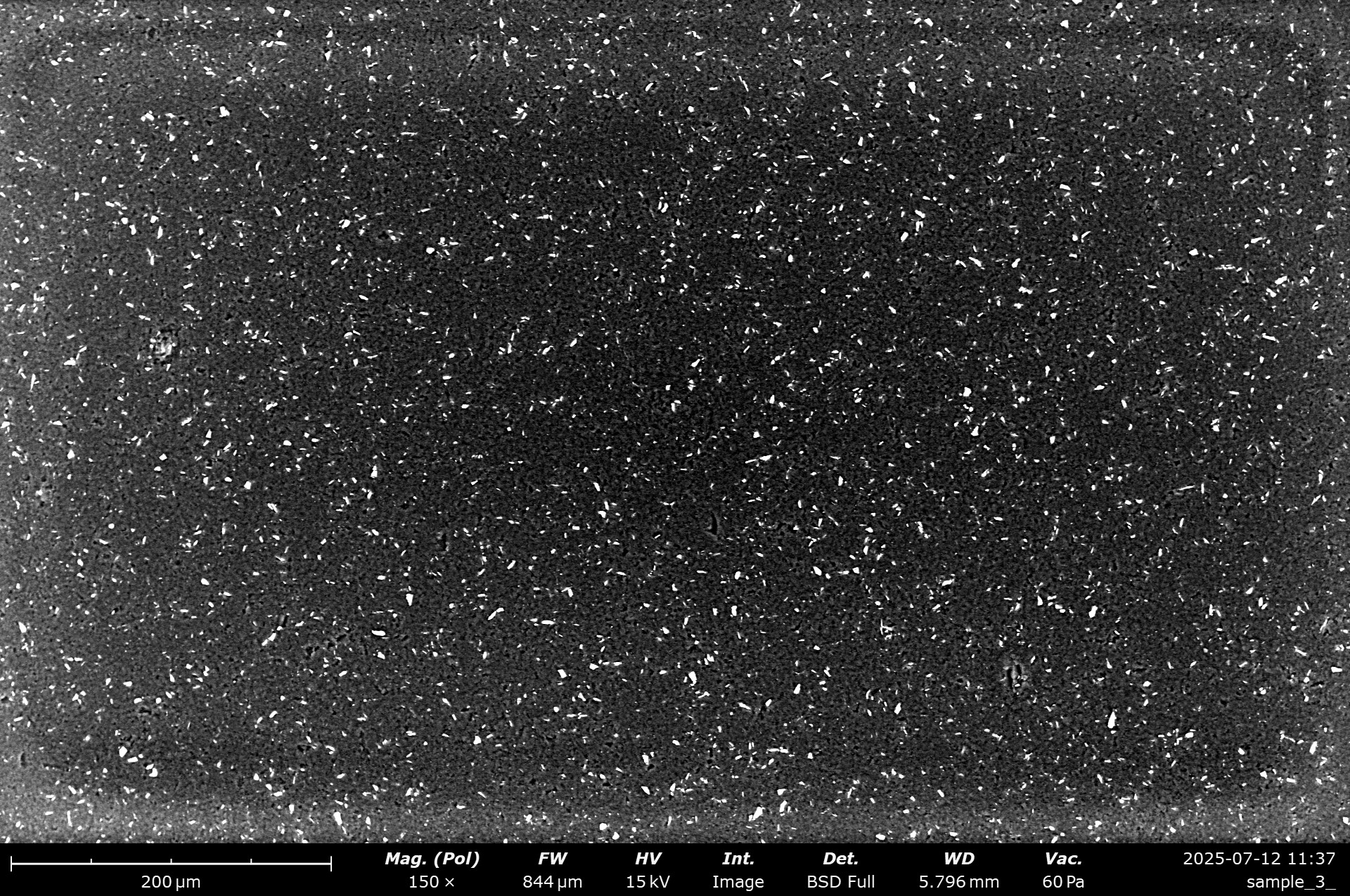
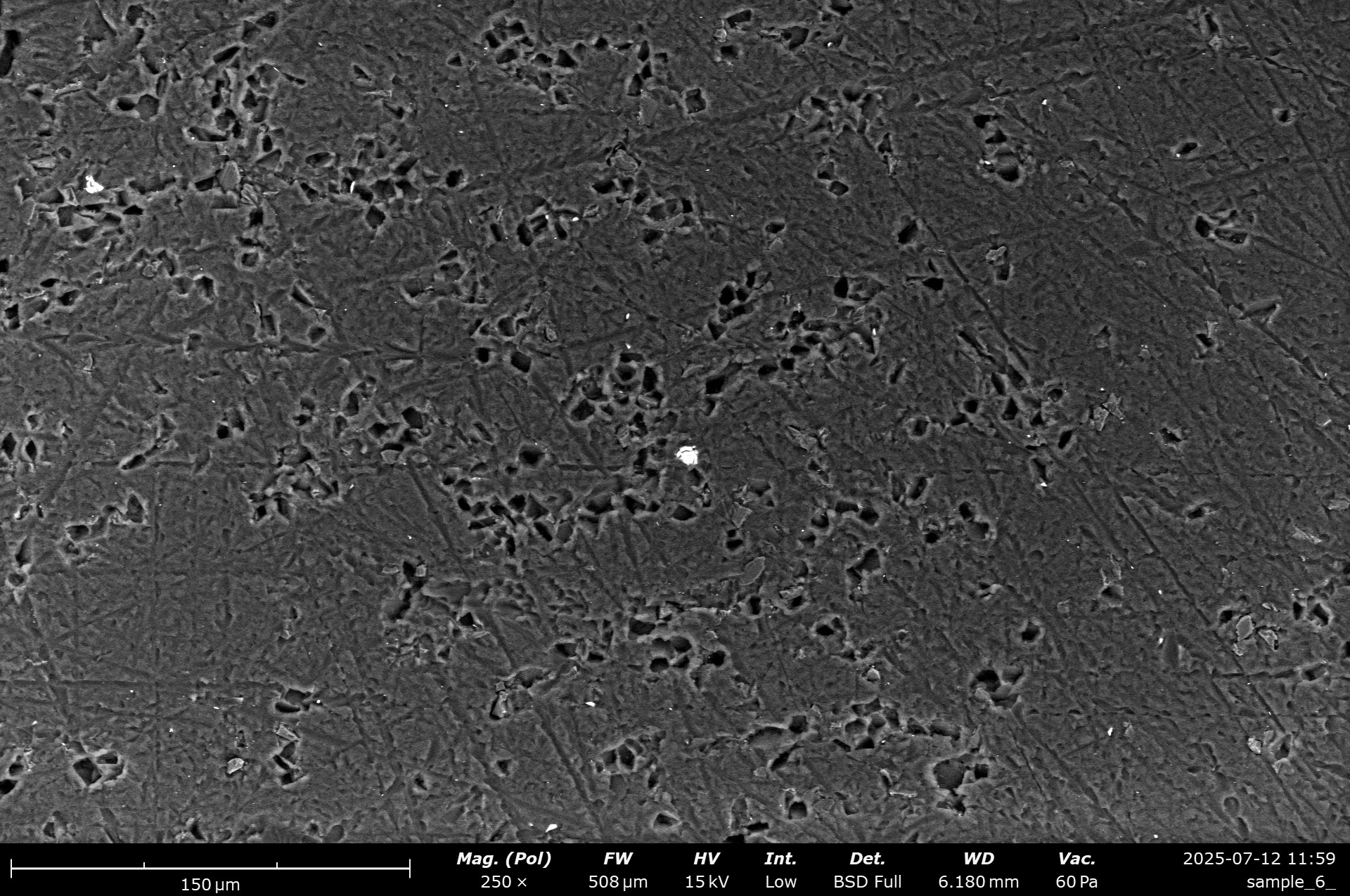
SEM micrographs of the stone. Instrument: Zeiss GeminiSEM 560.
Under the SEM, this stone shows a mix between blocky, fine particles and some smoothed over plateaus. In these plateaus, fine abrasive dust fills the voids, making it appear denser. Overall, the grains are either very blocky, or very flakey!
EDS analysis of the stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
This stone shows a wonderful colourmap of the elements! This is once again a mix between SiO2 and Al2O3, but wonderful homogenous in it’s distribution! It appears as if they have the mixing down. Some foreign particles, especially of K, Ca can be detected. This is to be expected in oxide ceramics, and their percentage is very low (< 1 %).
3D surface height map of the stone. Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The 3D height map shows a smoother surface, with lot’s of plateaus and very little voids. This makes this stone exceptionally smooth for an oxide stone, the Sa and Sq values reflect this.
ISO 25178 parameters.
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the edge finished with the stone. Instrument: Thermo Fischer PhenomXL SEM.
Moreover, the stone had a very nice, smooth friction based feedback and quickly build up some abrasive slurry. The whole surface was matted more or less instantly – it doesn’t really hit my aesthetic, but is remarkable nevertheless. This matte surface stems from thousands of micro scratches all over the surface. To show this, I’ve taken a picture in the middle of the cutting edge surface:
Overall, this stone made a very homogeneous, sharp edge. It is well manufactured. I don’t think it’s the correct choice for such a high carbide steel, and would probably perform better on a high carbon steel. I hesitate to state this…but I kind of liked this stone!
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s sharpening stone is another Naniwa. I had the Chosera on this blog a bit earlier, this time it’s the “super” series. Overall, this stone feels a bit less premium, but this might also be because it’s the colour of cleaner! 🙂
Let’s take a look at this horrendously yellow stone:
Optical micrographs of the stone. Instrument: Leica Emspira
We can see that this is a very flat stone, with some larger, dark spots on it. It also contains some coloured particles. Overall, the grit is quite fine. Let’s take a closer look under the SEM!
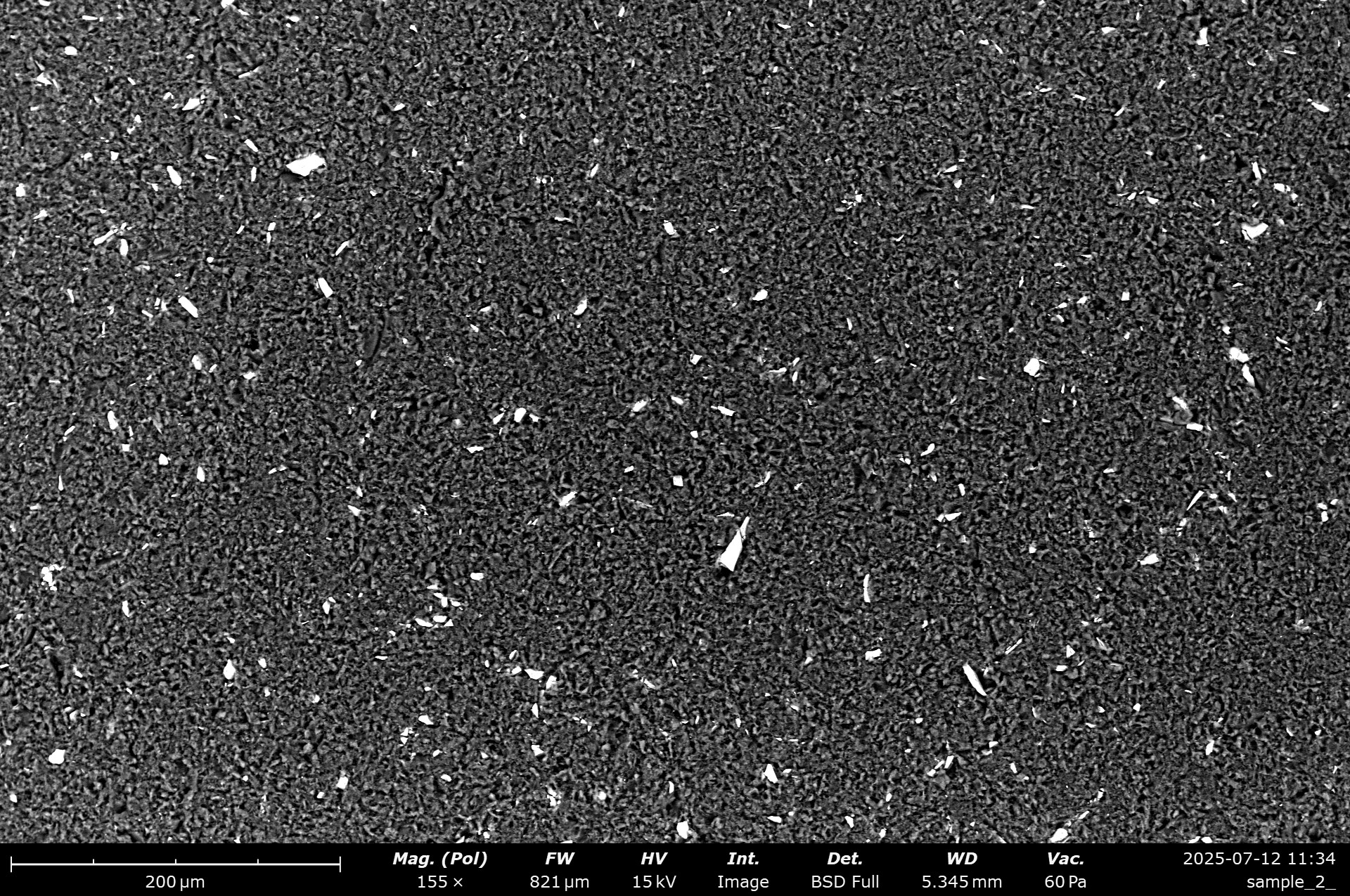
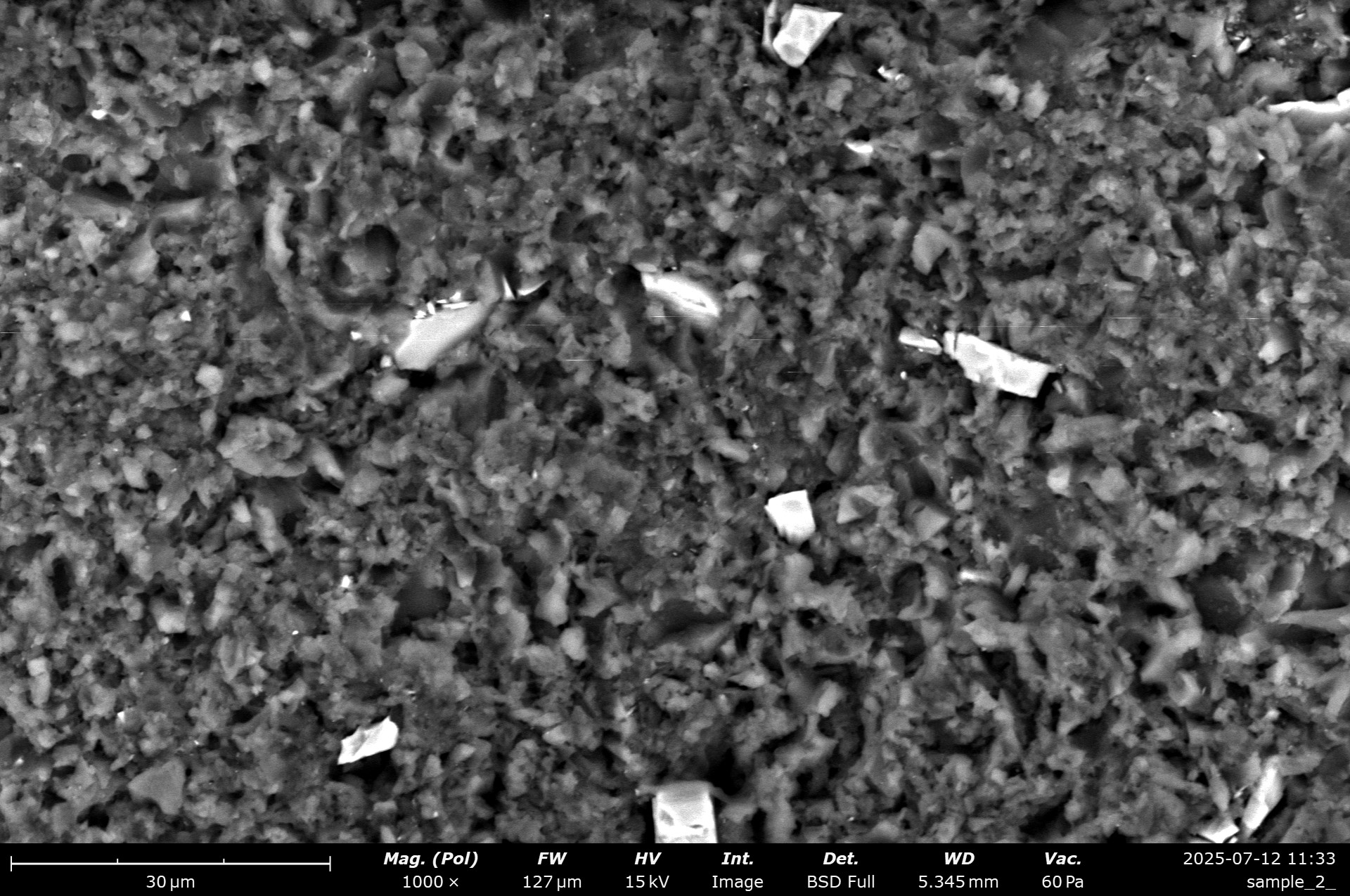
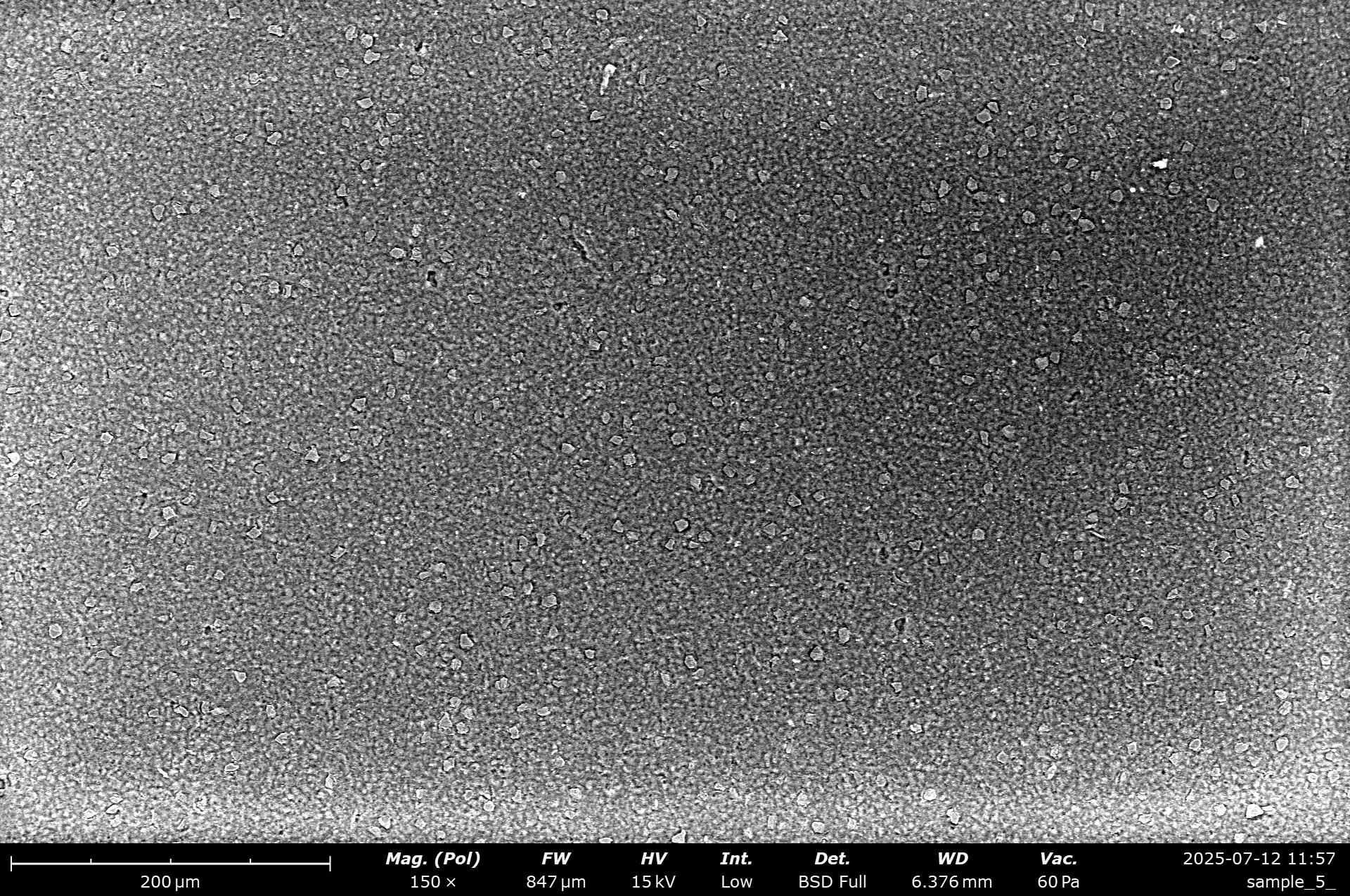
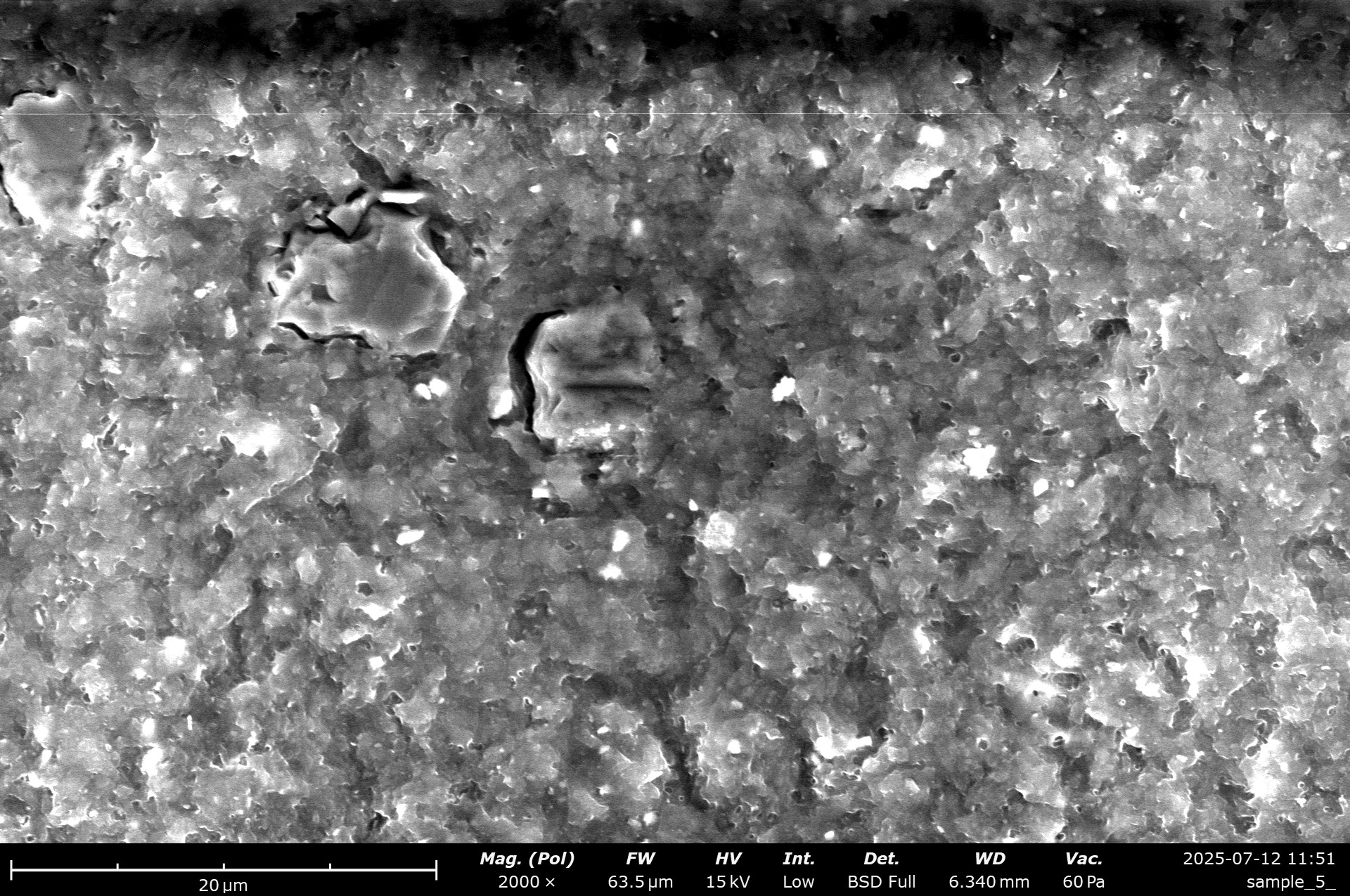
SEM micrographs of the stone. Instrument: Zeiss GeminiSEM 560.
The stone consists mostly out of very small grains. Some regions have agglomerations of even finer, dust like particles, whereas a couple larger pieces can be made out at lower magnification. Overall, for a synthetic stone, this is not a very good size distribution!
EDS analysis of the stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
The EDS analysis of this stone is wonderful in it’s colour composition! We can see that it is a wild mix of aluminium oxide and silicon oxide. Some SiC particles can be found as well!
3D surface height map of the stone. Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The 3D height map shows some very flat spots, but also some deeper spots. A large scratch is also visible in the lower portion of the frame. This is also visible in the ISO 25178 parameters, where a large roughness, and low material ratio Smr is identifiable.
ISO 25178 parameters.
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the edge finished with the stone. Instrument: Thermo Fischer PhenomXL SEM.
The cutting edge surface is very homogenous and matte with this stone. Moreover, the apex is very rounded over – the whole blade gives the appearance of having been smoothed over in an abrasive slurry. While sharpening, this is also what happened. The loose stone became very quickly a slurry of particles. Seeing as the majority of the abrasive in this stone is of the oxide type, this slurry is not very hard and struggles to cut instead of burnishing the M398 steel of this blade.
Overall, I liked the Chosera better – but that might also be because of it’s grit difference! Or because of the not-obnoxious colour! 🙂
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a „this is the max value this stone can achieve“. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Optical micrographs of the TSPROF Alpha 5 µm stone. Instrument: Leica Emspira
The finish of this stone is comparable to the 120 µm one. It does not contain any overly large particles. Nevertheless, some black and white spots can just barely be made out under the microscope. Let’s take a look under the SEM!
SEM micrographs of the TSPROF Alpha 5 µm stone. Instrument: Zeiss GeminiSEM 560.
The SEM pictures show a similar appearance of the binder than on the 120 µm one. It’s a bit flakey, and quite uneven. There are several particles of a different colour and size than the dark grey diamond grains. To highlight this difference, I’ve taken some BSD pictures, that show elemental contrast:
Back Scatter Detector SEM micrographs of the TSPROF Alpha 5 µm stone. Instrument: Zeiss GeminiSEM 560.
Here, lighter elements appear darker than heavier elements. So all the bright particles you can see above are actually not carbon based, but consist out of heavier elements – something I wouldn’t expect in a “pure” diamond resin stone. I suspect we have some fillers, but also abrasive particles from the factory dressing in here.
EDS analysis of the TSPROF Alpha 5 µm stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
The EDS analysis shows some Silicon carbide particles, some Aluminium oxide, and a low concentration of agglomerated diamond.
EDS analysis of the large particle in the TSPROF Alpha 5 µm stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Let’s take a look at the surface morphology under a 3D measurement microscope!
3D surface height map of the stone. Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
This stone is much flatter and smoother than the coarse stone, and the ISO 25178 parameters reflect this.
ISO 25178 parameters.
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the edge finished with the stone. Instrument: Thermo Fischer PhenomXL SEM.
The stone had a smooth feedback during sharpening. The surface quality visibly deteriorated from the preparation with Dr. Marv’s Scientific sharpening stones. In the SEM micrographs, we can see a couple deeper scratches, which translated to a slightly matte surface. The apex is nicely formed and very thin. This is a stone that can make sharp edges! If only the finish was a bit better.
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s sharpening stone is one I am MASSIVELY excited for! They are being hailed on the internet as the best new stones, and are so brand new you couldn’t buy them for quite some time outside of > 5 stone sets. According to TSPROF, these are a totally novel, super high end resin type stone. YouTube reviews were over the moon, and finally, after about half a year of lusting after them, they are being sold individually in the EU and I managed to buy a 120 µm and a 5 µm one – which is featured in Part 20 of our brief study of sharpening stones!
A note before we dig into the abrasive: the stones have a premium finish. Fully anodised, laser engraved… quite a contrast to other TSPROF stones which are blank aluminium stripes!
Optical micrographs of the TSPROF Alpha 120 stone. Instrument: Leica Emspira
The abrasive compound at this size is easily identified via an optical microscope. We can make out large diamonds (the green translucent grains), large black grains (which are probably SiC!) but also small & large, very white grains – a bit too white for aluminiumoxide! I wander what those are. Very curious! Let’s dig into the SEM pictures.
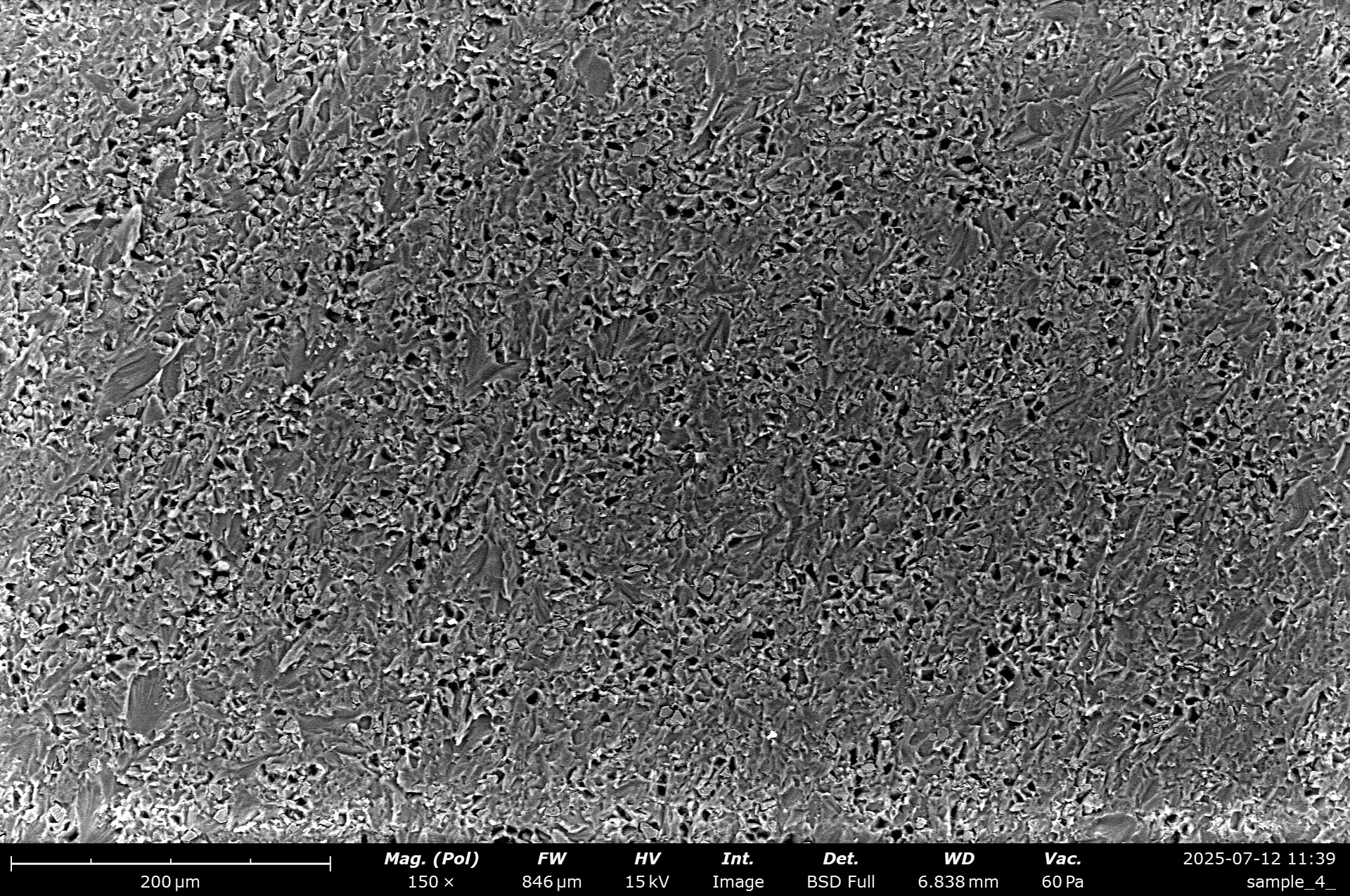
SEM micrographs of the stone. Instrument: Zeiss GeminiSEM 560.
Because this is a really coarse stone, I had to zoom out very far to actually image a relevant section 🙂 thankfully, our GeminiSEM 560 has an “overview” mode, where the field at the pole piece flares to allow for a much wider FOV than would typically be possible in such a high resolution SEM! There are massive, very smooth grains inside the SEM. Those are the white ones we identified earlier. Moreover, there is some large, very angular grains, that probably are the SiC, as well as a lower amount of blocky diamond grains. The binder itself is flakey and uneven, but not unexpectedly so for such a coarse stone.
EDS analysis of the stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
This is quite surprising! The white particles are Zirconium-oxide, a technical ceramic that is often used for teeth replacements, but also analytical parts. It’s a cool material – but I’m unsure about it’s suitablility as a grinding abrasive, seeing that it’s hardness is quite low – much lower than Al2O3, SiC, CBN or diamond. We can also identify some SiC particles, and a wild mix of other oxide ceramics. It kind of feels like they took everything they had lying around and put it into a grinding stone? Very surprising!
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the edge finished with the TSPROF Alpha 120 stone. Instrument: Thermo Fischer PhenomXL SEM.
The TSPROF Alpha 120 did produce a massive burr. The surface is quite rough, with many very deep scratches. I have to say that the material removal rate was extraordinary – this felt very much like what typical EP stones with similar grain size can do! The massive, formed burr, as well as the surface morphology point towards dull grains, that burnish and deform besides the cutting action.
For comparisons sake, I’ve taken pictures with a TSPROF electroplated F150 stone:
SEM micrographs of the edge finished with the TSPROF EP F150 stone. Instrument: Thermo Fischer PhenomXL SEM.
We can see a finer surface, with a less pronounced burr. Material removal rate felt comparable, but feedback was less smooth and more jagged.
To compare whether this is the binder, I quickly made a really coarse Dr. Marv stone – 120 µm! It showed an even greater material removal rate than the Alpha 120. Let’s take a look at what an edge produced solely by diamonds looks like:
SEM micrographs of the edge finished with a prototype Dr. Marv’s Scientific Sharpening stone (120 µm). Instrument: Thermo Fischer PhenomXL SEM.
A much smoother surface, more regular edge and clean cutting action with little prow formation or burnishing. While I understand the motivation to use other abrasives to stabilise a resin bond, I’m unsure that ZrO2 is a good choice for this!
Overall, the TSPROF Alpha 120 performs like a file: it removes material very quickly, even in hard and modern powder steels like the M398 used here. I’m unsure it’s worth the premium over an EP stone, and I think this stone is quite coarse – you would have to spend an excessive amount of time to remove the very deep scratches. The general rule of thumb is “depth of a scratch is half the width visible”.
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s sharpening stone is another Venev stone. I’ve previously looked at their double sided one, but the resin and actual bond type was a bit weird under the SEM. Some very nice people messaged me and suggested I should order a specifically OSB2 declared one – which is apparently a very novel, high-tech bond, specifically designed for sharpening! That’s interesting for sure!
Optical micrographs of the Venev OSB2 Resin 3 µm stone. Instrument: Leica Emspira
Something that immediately hits is that this stone seems to have a mix between light regions, dark regions and dark particles. I fear for the worst…so let’s take a look under the SEM to identify what it is!
SEM micrographs of the Venev OSB2 resin 3 µm diamond stone. Instrument: Zeiss GeminiSEM 560.
We can make out several, very large particles in the top surface layer. The diamond concentration looks to be higher than on the other Venev stone we review, but agglomerates to small nests. The resin itself is flakey and very fine! No bubbles or larger porosity is visible. The surface topography is quite uneven for an artificial and factory dressed stone though.
EDS analysis of the Venev OSB2 Resin stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Surprisingly, there’s a massive amount of silicon carbide and magnesium oxide to be found in the composition of this sharpening stone! Basically all larger particles are foreign particles. Because it’s two different species, I hesitate to attribute these to the factory dressing process. I think one of the two is a filler to make the abrasive matrix harder, but also lower cost by requiring less diamond powder.
3D surface height map of the Venev OSB2 stone. Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The previously seen large height differences in the topography can be seen under the confocal focus variation microscope, too. A height difference of several microns make this the most uneven stone we’ve had so far on the blog, by far beating out all natural stones! This is also reflected in the ISO 25178 parameters, where large values for Sa, Sq and Smc dominate:
ISO 25178 parameters.
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the edge finished with the Venev OSB 2 resin stone. Instrument: Thermo Fischer PhenomXL SEM.
The edge has a smooth, regular appearance with a couple of deeper scratches. While sharpening, the stone has quite a bit of feedback – with this I mean resistance. It feels a bit sticky and shows a surprising amount of friction. The edge is slightly blunted in some sections, and some cracking can be observed. The stone barely removed any swarf.
Optical micrographs of the edge finished with the Venev OSB 2 resin stone. Instrument: Leica Emspira
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s sharpening stone is the Nano Hone 3 µm one. Nano Hone is an American company created by a former Shapton employee (?), Harrelson “Hap” Stanley. They say he draws from 10 years of experience to manufacture sharpening products under the Nano Hone company now. Their homepage shows that they have a plethora of artificial, very neat looking products!
A note on this stone: Finish and manufacturing on the blank holder, but also the resin patch is superb. The anodising, laser engraving and actual shape are top notch! Kudos from a manufacturing enthusiast.
Let’s take a look at the resin under the microscope!
Optical micrographs of the Nano Hone 3 µm resin stone. Instrument: Leica Emspira.
The actual resin patch is very thin on this stone, without having measured I’d guess it at 1 mm. It looks to me like it’s glued to the holder. The surface is very smooth, some scratches are visible on the resin. The resin feels a lot softer than other resin stones. Because it is so thin, this is hard to judge and impossible to measure with my trusted Shore D hand measurement device. No distinct particles can be made out, but there is a certain sparkle to it – maybe the diamond?
SEM micrographs of the Nano Hone 3 µm stone. Instrument: Zeiss GeminiSEM 560.
A first look at this stone reveals a massively different composition. All resin stones we have reviewed so far appeared to be resin stones made from thermoplastic resins such as a phenolic base. This is the regular abrasive used in the industry – for example for resin bond grinding wheels. This one appears to be a cast, probably epoxy based resin? At the same time, the surface is super porous, with lots of voids. I am unsure how this was created – either the resin a large amount of micro bubbles, or maybe it is being extruded? Very curios!
The SEM micrographs show some larger particles (in the size range of 10 µm), that are a lighter colour. This typically points towards a heavier element than carbon. If you take a closer look at the medium magnifications, you will make out a couple of diamond grains, although they are stuck deep in the resin and are very few. Before I speculate on this, let’s identify the large grains and look for other elements on this stone. This is done via EDS – if you are interested, I’ve written previously about SEM micro analysis and explained all of the techniques there.
EDS analysis of the Nano Hone 3 µm resin stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Surprisingly, the large, lighter coloured particles are aluminium oxide! I would expect that these stem from the manufacturing process, as they only seem to be in the top layer. The EDS analysis also reveals a couple of diamond grains that are just below the surface, as the interaction volume for EDS is much deeper than for imaging. We can see in the carbon channel, that the concentration is low, with a large tendency to agglomerate. I would expect that the finishing process that creates the smooth surface is also tearing out the diamond. The reason nearly no liquid-resin stones exist, is that the grain retention is super low on those resins, and we can see this exact thing happening here.
Let’s take a look at this super smooth surface under a 3D optical profiler!
White light interferometry height map of the Nano Hone 3 µm sized stone. Instrument: Zygo Nexview NX2, Objective Lens: 20X. Stitched overview of 3×3 images.
We can see that the aluminium oxide particles sit just on top of the stone, and some deep scratches are visible. The rest of the surface is flat and shows some micro roughness. This is also reflected in the ISO 25178 parameters, that show a remarkable low roughness (Sq, Sa) for an abrasive stone:
ISO 25178 parameters of the Nano Hone 3 µm stone.
Let’s take a look at how this stone sharpens a blade!
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the edge sharpened with the Nano Hone resin stone. Instrument: Thermo Fischer PhenomXL.
This stone was quite surprising. Initially, the glossy surface turned matte within a couple of strokes. After about 30 strokes, some gloss reappeared on the surface, but didn’t reach the level of the previous, Dr.Marv stone created, preparation. The SEM shows a multitude of super fine scratches – they are in a cross hatch pattern, as I sharpen first at about 30° until the complete previous surface finish is gone, and then I move the stone in the opposite angular direction. This makes sure, that the surface we look at is created by the reviewed stone. Here we can see that the micro scratches disappear the closer we get to the surface, and a very polished, I would even say burnished surface was created. This looks very much like the surface improvement if you strop on an unloaded leather strop.
I would guess that the initial, matte surface is created by the aluminiumoxide particles embedded in the top layer. After a couple of passes, these are either pushed in deep, or become loose and accumulate on the blade with the arbasive debris from the cutting action, and the diamond starts cutting, creating a glossy finish again.
The final surface is glossy and regular to the naked eye:
Lemma: When flattening / dressing a sharpening stone, what’s the best approach to avoid contamination?
Methodology:
Made some contamination free 10 µm resin diamond sharpening stones with a low to medium grit concentration (20% by weight).
Flattened 1 sample each on a glass plate with a water slurry and a typical abrasive: 3 different grain sizes of SiC, on diamond powder of identical size
Flattened 1 sample on an electroplated stone under running water
Flattened 1 sample on a piece of SiC sandpaper (F1500).
Looked under the SEM for contamination – using a backscatter detector which shows elemental contrast and EDS, which identifies elements and thus nails contamination down.
Results:
Flattening a resin stone on SiC will embedded the SiC particles in the surface, no matter how small the particles are (larger / smaller than the grit of the stone).
Flattening a resin stone on EP stones works very well, but you will inevitably catch a couple of those larger diamonds. It also consumes the EP stone very quickly.
Flattening a resin stone on diamond powder will embed the diamond in the surface layer, but also create quite a bit of glass-particles that will get stuck in the surface layer. Those particles are sub micrometer sized and I would consider them a health hazard if airborn.
Flattening a resin stone on SiC paper tears out the diamonds, surprisingly enough. There is very little contamination.
A better flattening / dressing approach is needed to keep stones pure. I employ one on the DrMarv stones that does not contaminate. Watch out for a future blog post on how to do this.
Actual Science and long version:
This is part of a series of blog posts, where I try to apply my professional knowledge on how chip formation and material removal happen to knife sharpening. I think this could also be called: debunking myths. Because this probably will ruffle some feathers, and is likely to be denied by some people, let me state firmly here: everything you will see in this post is real, and repeatable.
Sharpening stones experience uneven wear. This is because they are inherently anisotropic in their composition, but also because we as humans use them inequally. Often, the end parts of the stone do not get used, as you do not want to fall “off the edge”. Moreover, different movements, pressures and just general wear sometimes require you to flatten, dress or renew a stone. For simplicity’s sake, I will from this point onwards call the process “dressing”, as it is the technical term. What you apply this to (renewing the surface, flattening the stone or actual dressing, e.g. creating a surface morphology suited to the application) is irrelevant, as the general mechanic is a 3 body abrasion on a flat surface.
I’ve done a ton of reviews on sharpening stones so far, and the largest majority of these had particles embedded that shouldn’t actually be in them. Some of these contamination stem from non-sufficient abrasive hygiene in the factories (you’d be surprised how easily micron sized powder becomes airborn and lingers for hours!), but some also from dressing these. At higher concentrations, SiC is used as a filler material, decreasing cost and increasing the bond hardness.
Three different approaches have been analysed for this:
I.) Abrasive slurry on a glass plate
A often suggested dressing method is a piece of glass (which is surprisingly flat!) or granite, and to mix an abrasive slurry on top of this glass surface. Often, SiC is used, as it’s a hard abrasive, easily and cheaply available. If you want to take a look at what the SiC I used looks like, head to this abrasive snippet.
For the actual dressing, I took a flat piece of silica-glass. It was cleaned by rubbing it vigorously with a soap-water mixture and then rinsing under running water. A small amount (about 3 grams) of SiC powder was applied to the surface and water added until a slurry that is soft but does not run away much was created. The sample specimen was then moved in a figure 8 movement across the surface until the top surface flattened out nicely. The sample specimen was then rinsed under running water while being rubbed intensively. Afterwards, it was dried and put into a sample holder where it is unable to touch other samples. Before SEM analysis, the sample was cleaned with a de-ionized water steam cleaner (110°C, 3 bar) and rinsed with 99 % pure ethanol. It was dried with a blast of compressed and filtered air.
Optical micrograph of the dressed surface. Abrasive used: SiC FEPA 300, 400 and 1000. Note the very even and homogenous surface and continuously smoother surface. Instrument: Leica Emspira.
3 different grain sizes of SiC were employed to dress 3 identical samples. FEPA grades 300, 400 and 1000, corresponding to micrometre sizes of (roughly) 34, 17 and 4.5 µm. This means there is a much larger, a larger and much smaller grain size used. The microscope images clearly show that it’s very hard to pick out the SiC particles from the actual abrasive, as they are very small and every particle is reflective. Playing with the polarisator on our microscope didn’t really change anything on this.
Luckily enough, it is very easy to distinguish SiC particles in the SEM, as Silicon is a much heavier element than the carbon predominant in resin and diamond. Thus, the backscatter detector (BSD) shows these as very bright particles. Final identification can be undertaken via EDS analysis. If you are unfamiliar with these techniques, I’ve written a blog post explaining these.
Let’s start with the FEPA 300 grit SiC powder:
SEM micrographs of the FEPA 300 SiC powder dressed resin stone. The lighter coloured particles are SiC.
A very large number of evenly distributed, very bright particles is visible. Because of the used detector type (BSD), this means the particles consist out of heavier elements than the surrounding material. As diamond and resin both mostly consist out of carbon, this is alreadys a very good hint that we are looking at SiC. EDS analysis reveals this:
EDS analysis of the FEPA 300 SiC powder dressed resin stone. The lighter coloured particles are easily identifiable as SiC.
The finer grit SiC (FEPA 400) also shows a similar picture – evenly distributed, top layer embedded SiC particles.
SEM micrographs of the FEPA 400 SiC powder dressed resin stone. The lighter coloured particles are SiC.
EDS analysis confirms these particles to be SiC again.
EDS analysis of the FEPA 400 SiC powder dressed resin stone. The lighter coloured particles are easily identifiable as SiC.
The finest SiC grit used, which is below the abrasive size (4.5 vs 10 µm diamond) also shows fine, embedded particles.
SEM micrographs of the FEPA 1000 SiC powder dressed resin stone. The lighter coloured particles are SiC.
EDS analysis also confirms that these are SiC particles.
EDS analysis of the FEPA 1000 SiC powder dressed resin stone. The lighter coloured particles are easily identifiable as SiC.
Next, I took the “expensive” route. The stone is made from 10 µm diamond powder, why not take that same-batch diamond powder to dress it? After all, it is an abrasive, and contamination can’t happen here…can it?
Optical micrograph of the dressed surface. Abrasive used: 10 µm diamond powder. Because of the low material removal rate, only a smaller section was dressed. The different area in the top left colour is from before-dressing. Instrument: Leica Emspira.
One thing of note is that the diamond slurry is pretty expensive to make, and it also is very slow in the dressing. I rubbed about twice as long as on the SiC slurry, and had a smaller section dressed. Nevertheless, it’s enough for SEM analysis!
SEM micrographs of the 10 µm diamond powder dressed resin stone.
We can immediately see, that some diamond was embedded into the top surface. It’s visible as flat grains, that are all equally sized – this is different to how the actual resin stone looks like, where diamonds are always at different depths and peaking in or out. Moreover, if one zooms in very far, small, bright particles become visible. This is interesting, as they are sub 1 µm sized!
EDS analysis of the diamond powder dressed resin stone. The lighter coloured particles are identifiable as SiO2
EDS analysis shows that these particles consist out of oxygen and silicon. Spot analysis confirmed a ratio of 1:2, so this is likely SiO2 – the glass plate we used seems to have abraded and embedded itself into the stone. I find this very fascinating, as we didn’t really see these particles on the SiC dressed stones! Sub micron particles out of glass can be considered a health hazard. I would advise to wear a mask on all heavy abrasive actions!
II. Dressing on electroplated diamond plates
One pricey alternative is to use an electroplated diamond plate. The advantage here is that the abrasive is pretty firmly bound to the plate, so chance of contamination should be lower, and we can aid the process by dressing under running water, which will automatically flush between the two abrasive bodies. The downside is besides the cost of the plate a very large wear on the EP plate.
Optical micrograph of the dressed surface. Abrasive used: 600 grit EP diamond plate. Note the very even and homogenous surface with some very bright particles. Instrument: Leica Emspira.
Under the optical microscope, a few large, bright particles are visible.
I was hunting for these under the SEM, and while I mostly found a well dressed resin stone, a few of these larger particles were also visible!
SEM micrographs of the EP diamond plate dressed resin stone.
The particle size of > 25 µm is consistent with the 600 grit EP stone used.
EDS analysis of the diamond EP 600 grit dressed resin stone. The large particles identify as carbon, so are likely diamond particles that have come loose from the EP stone.
While it’s a nice dressing result, and the contamination is rare, these diamond particles are 3x the size of the resin stone diamonds. These particles will continuously create very deep scratches.
III. Dressing on SiC sanding paper
Lastly, I dressed a sample on some SiC sanding paper. This was done with a bit of ethanol as a lubricant. The SIC paper was by far the quickest way to dress the surface, but left some deeper scratches visible on the surface:
Optical micrograph of the dressed surface. Abrasive used: FEPA 1500 SiC sanding paper. Note the visible scratches. Instrument: Leica Emspira.
SEM analysis reveals not only these scratches, but also some brighter particles. Moreover, instead of really dressing the surface, it also removed all surface layer touching diamonds! We are left with a very porous surface with few diamonds visible. I would guess that this surface will immediately clog with swarf.
SEM micrographs of the FEPA 1500 SiC sanding paper dressed resin stone. The lighter coloured particles are SiC.
EDS analysis confirms the bright particles as SiC.
EDS analysis of the FEPA 1500 SiC sanding paper dressed resin stone. The lighter coloured particles are easily identifiable as SiC.
Conclusion
I am quite surprised. All analysed dressing methods leave us with contamination. I would say in aspects of having the best performance, the diamond slurry dressed stone is probably king – no larger or other particles are introduced. The minuscule amount of glass should be easily avoided by wearing personal protective equipment – which in my opinion, you should always wear during dressing.
The SiC dressing embedded foreign particles. At sizes larger than the diamond, this will leave you with a stone that produces deeper scratches. At a size smaller than the diamond abrasive, you’ll just increase the grinding pressure, and make your diamond stone slower.
The SiC sandpaper was surprisingly effective, considering it was a finer grit. Unfortunately, it also removed the diamonds from the matrix, a first here. I wouldn’t recommend it here!
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s stone is the “sister” one to the one review in part 10. It’s from the Ukrainian company „PT.tools“ (also known as PDT or Poltava), which are a manufacturer of abrasive tools. It uses a bronze bond, and the grit chosen (2.5 µm) is perfect for polishing, according to the manufacturer. This is a rare CBN superabrasive stone.
Maybe a quick detour on the nature of CBN:
Diamond, as a super-abrasive is used because it’s the hardest material we can manufacture in large quantities. It’s super hard, but suffers from one major issue: it’s the meta-stable configuration of carbon, and not only is it susceptible to high temperature graphitisation, it also experiences chemical wear in a number of materials, first and foremost in steel.
It has the same crystal latice structure as diamond. But what’s that structure?The crystal structure is called fcc = face centered cubic, a cube with atoms on the corners and faces of the cube.
A representation of the fcc crystal lattice.
For the “diamond” or CBN structure, two of these lattices are intersected into each other, at a shift of 1/4 of the lattice cell:
“diamond” lattice structure, which is two identical fcc cells intersected at 1/4 of the lattice.
Moreover, CBN has the same bond between the atoms as diamond – a so called “sp3” orbital. This is a very strong chemical bond. The amazing hardness of CBN and diamond stem from this bond mechanic, the interatomic distance and crystal structure. While diamond clocks in at 10000 HV in the hard direction, CBN is more around 4500-5000 HV. But unlike diamond, CBN experiences no chemical wear when machining steel, which made it the abrasive of choice in commercial, precision CNC grinding of hard steels. CBN generally is more expensive by weight than the same amount and grade of diamond abrasive.
Optical micrographs of the PT CBN 2.5 µm stone. Instrument: Leica Emspira.
The stone is virtually indistinguishable to the naked eye from the previously reviewed diamond stone of the same grit. The stone is very firm, showing a dark grey colour, that slightly reflects reddish/bronze coloured when the light hits it. Under the microscope, a very even structure is visible. Individual grits are near impossible to make out, because the bronze binder is so reflective.
Let’s take a look under the scanning electron microscope!
SEM micrographs of the PTD CBN 2.5 µm. Instrument: Zeiss GeminiSEM560.
Even at 2kx magnification, it’s hard to make out the CBN. The stone is dominated by large SiC particles and the metallic bond. But fear not, avid reader, I’ve zoomed in far and found a CBN grain for you:
There you have it! A sole grain in specification of the size stated by the manufacturer, and quite a bit of smaller debris, likely from the dressing of the stone. Around the grain, some cracking is visible. Even though it is nearly fully embedded, no good wetting (covering of the metal matrix) is achieved, giving it a loose appearance. EDS analysis reveals a couple more grains, but the bond is dominated by SiC embedded into it. The SiC particles are about one order of magnitude larger than the CBN abrasives.
EDS analysis of the PTD CBN 2.5 µm. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Zooming in a bit further, the CBN really becomes visible:
EDS analysis of the PTD CBN 2.5 µm. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
The surface height maps are very similar to the diamond stone with the same matrix:
Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The ISO 25178 parameters show a slightly coarser and rougher surface than on the diamond stone. I would consider this to be larger than within the process variation of a commercial flat grinding process.
ISO 25178 parameters of the PTD CBN 2.5 µm.
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the blade finished with the PTD CBN 2.5µm. Deep, regular scratches are visible that were created by the stone, but also fine, smearing of the material. The apex is completely dulled. At least there is no burr 🙂
The surface finish left by this stone was abhorrent. After just 2 passes, the whole surface turned matte and super dull, with lots of visible scratches. The SEM pictures show this very clearly. It is even worse than the similar sized diamond stone.
The verdict for this stone is very similar to the equally sized diamond stone with copper bond. At this concentration, with these many large SiC particles, this isn’t a very good stone. I don’t believe that copper-bronze metal bonds at this particle size are very suitable for non-CNC based sharpening. At larger grain sizes, and with a large increase in grain density, I could see this as a fantastic, very tough, long lasting sharpening stone.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a „this is the max value this stone can achieve“. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.
I have an ongoing blog segment where I study sharpening stones. It’s typically commercially available stones, and the focus is to show what the stone looks like microscopically, what it consists of and how the surface generated relates to the stone. Each of those segments contains a sharpened blade, where pictures of the edge are taken in the SEM (and starting from segment 13ish onwards, also optical micrographs). I’ve had quite a few questions on how I prepare /sharpen the blade, so I’ve decided to put my method down.
Disclaimer: I do know, that this will not operate every sharpening stone at it’s maximum performance, as it would require adapting to the stones behaviour.
I’ve decided to go for a standardised approach, as my goal is to explore the abrasive behaviour, and not proof what a skilled sharpener (or not) I am. If I were to adapt every stone, the result and surface morphology would likely improve – but a comparison would still not be possible, as I wouldn’t be equally skilled on all types of stones. Therefore, all stones are kind of treated “the same”, and I look at quality parameters such as scratches, pressure induced cracking, blunting, burr formation and prows. I specifically do not take pictures of the apex width, even though our fantastic GeminiSEM560 could actually record those, having a verified sub nanometre resolution.
Steel Blank
The steel used is Boehler M398 Microclean, a high tech powder metallurgical steel. The nominal composition of this steel is:
2.70 % Carbon 0.50 % Si 0.50 Mn 20.00% Cr 1.00 % Mo 7.20 % V 0.70 % W
SEM backscatter pictures of the carbide distribution and morphology of a prepared steel blank in M398.
EDS analysis, identifying the small, very dark carbides as Vanadium carbides, and the larger, mid-grey coloured ones as Chromium carbides.
The blanks I used are heat treated by Roman Kasé in Switzerland. Roman has become a good friend and trusted mentor in all things sharpness, and he is known as the Master of heat treatments. His approach is very scientific, detail oriented. The heat treatment includes multiple cryo treatments, and the steel was measured at 65 HRC hardness.
Edge Preparation
The steel blank is thinned out on a high precision 5X CNC machine, a Kern Micro HD. I use japanese high quality tools to mill away about 1 mm on every side. The regime I am milling in is called high speed cutting, where the majority of the cutting heat is generated in the chip, and the part is cool to the touch immediately after milling. As long as there is a certain thickness, this is a fantastic preparation method which doesn’t affect the heat treatment. Afterwards, the blank is thinned and a cutting edge is created at 17 DPS via wet grinding on my Tormek T8. I use a 400 grit, 1000 grit CBN wheel. The water is changed between every stone, and the grinding process is kept VERY wet. Talk about flooding my kitchen! 🙂
The prepared blade blanks after milling.
Sharpening Procedure
I use a TSPROF K03 Pro to sharpen. The blade pieces are fixed in the dual clamp holder. The angle is set at 16.9 DPS for roughing, and then ground with 120, 80, 60, 40, 20 and 10 µm resin bond stones. The stones I am using are my own design – DrMarv’s Scientific Sharpening Stones! They feature an unheard of concentration, a chemical treatment to the diamond to increase bond strength, no fillers or additives in the resin, and every batch is QC inside the SEM for particle distribution, size distribution and overall quality.
SEM micrograph of a commercial diamond stone (Venev OSB) vs a DrMarv Scientific sharpening stone (right side). The bright particles are local charge ups of grains. Note the super high concentration, good particle size distribution and missing conglomeration.
The blade is ground wet (splashed stones) with water, and meticously cleaned of swarf between every stone change. The sharpening movement is about 20° off the perpendicularity of the blade, and alternated in direction (“lower left to upper right” vs “upper left to lower right”) between stones. Each stone is used until the grinding marks from the previous stone have completely disappeared.
At 20 and 10 µm, the angle is increased to 17 DPS (so that the edge is leading). All stones are used in a back-and-forth movement. The 10 µm stone finishes the blade, and the last 20 strokes per side are done towards the apex, alternating a 5-5-3-2 pattern.
Edge after the preparation with the 10 µm DrMarv stone. The scratches are 1-2 µm wide and < 1 µm deep.
Then, the edge is marked with a black marker, and the to-be-tested stone is adjusted to 17.0 DPS. The chamfer is then ground until the black marker is gone, and a homogenous surface appears. Then, the previous light pressure is relieved, and 20 strokes per side are applied at system weight pressure only. The strokes are applied towards the apex, alternating a 5-5-3-2 pattern, swivelling the mount in between.
The blade is then cleaned by wiping it across a wet microfibre towel (about 30 mm) once per side. Before analysis, only thermo-chemical cleaning happens: steam cleaning at 6 bars pressure (110°C, de-ionised water) followed by an ultrasonic bath rinse in acetone, isopropyl alcohol, ethanol alcohol, ultra-pure water and then blow dried with compressed ultra pure (99.997%) nitrogen gas.
Manage Consent
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.