This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes:
Part 1 is about the Fällkniven DC3 , Part 2 is about the DMT mini W7C, Part 3 is about the TSPROF Blitz F1000, Part 4 is about a natural jade stone, Part 5 is about the Venev 5/3 Diamond Resin Stone, Part 6 is about the Edge Pro Matrix Stone (4000 grit).
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Review
Today’s sharpening Stone is a triplet of stones. These are from a German sharpening shop called “Schleifjunkies”. The stones are advertised under the name “resinbond”, and according to the manufacturer create high gloss and super sharp edges in minutes, not hours. Ok! Let’s take a closer look 🙂
The stones are well finished on the top surface, with a smooth, green surface. The side is raw and appears to be saw or maybe beam cut? They are actually glued down to the holder with some flexible foam tape, allowing for some flex between stone and aluminium holder:

Let’s take a look at each stone under the optical microscope.



Optical micrographs of the SJ Resinbond 6 µm stone. The scale bar is visible in the lower right corner. Instrument: Leica Emspira.
Quite a bit of colour is visible at higher magnifications. Green, translucent green (typically diamond), black, and some reddish-orange colour. I think this is going to be a very interesting stone to look at under the SEM.



Optical micrographs of the SJ Resinbond 3 µm stone. The scale bar is visible in the lower right corner. Instrument: Leica Emspira.


Optical micrographs of the SJ Resinbond 1 µm stone. The scale bar is visible in the lower right corner. Instrument: Leica Emspira.
The two finer stones show about the same colour – the translucent green particles do shrink in size though, most notably from 6 to 3 µm. I can’t really tell any difference in size on the other particles.
The stone was cleaned with IPA in an ultrasonic bath, rinsed and then blow-dried with compressed, ultra pure nitrogen gas before getting put into the SEM.




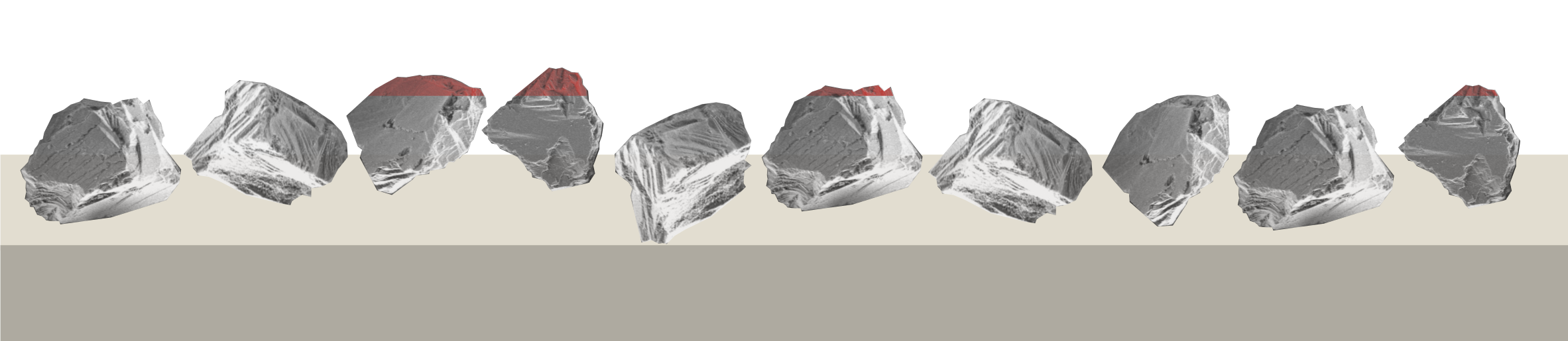
SEM Micrographs of the SJ resinbond 6 µm stone. Instrument: Zeiss GeminiSEM560.
The stone is a mix of 3 different, easily identifiable grains. There are larger, above 10 µm grains all across the surface, in a low conecntration. there is a higher concentration of smaller, blocky, fractured grains as well as a notable amount of rounded grains, that have some molten look to them. Between the grains, some areas are binder (matrix / resin) dense, whereas others are dense agglomerations of grains.




SEM Micrographs of the SJ resinbond 3 µm stone. Instrument: Zeiss GeminiSEM560.
The 3 micrometre stone shows the wide spread of grains, and also their diverse size:

There are some 10 µm sized grains, that are very long and narrow, interspersed with some more blocky, rounded grains that I suspect will be the diamond. On the upper left corner, one can make out the molten droplets in fine detail. These are also a bit lighter colour – typically a sign that they consist of a heavier element than the surroundings. I took a quick peak at the 1 micrometre stone, which looked nearly identical to the 3 micrometre one, but didn’t go through the trouble of recording the images, as I prefered to focus on finding out all it’s secrets – especially the 3 different grains that are visible! For this, I did energy dispersive x-ray spectroscopy (EDS) to create elemental composition maps over the SEM picture.


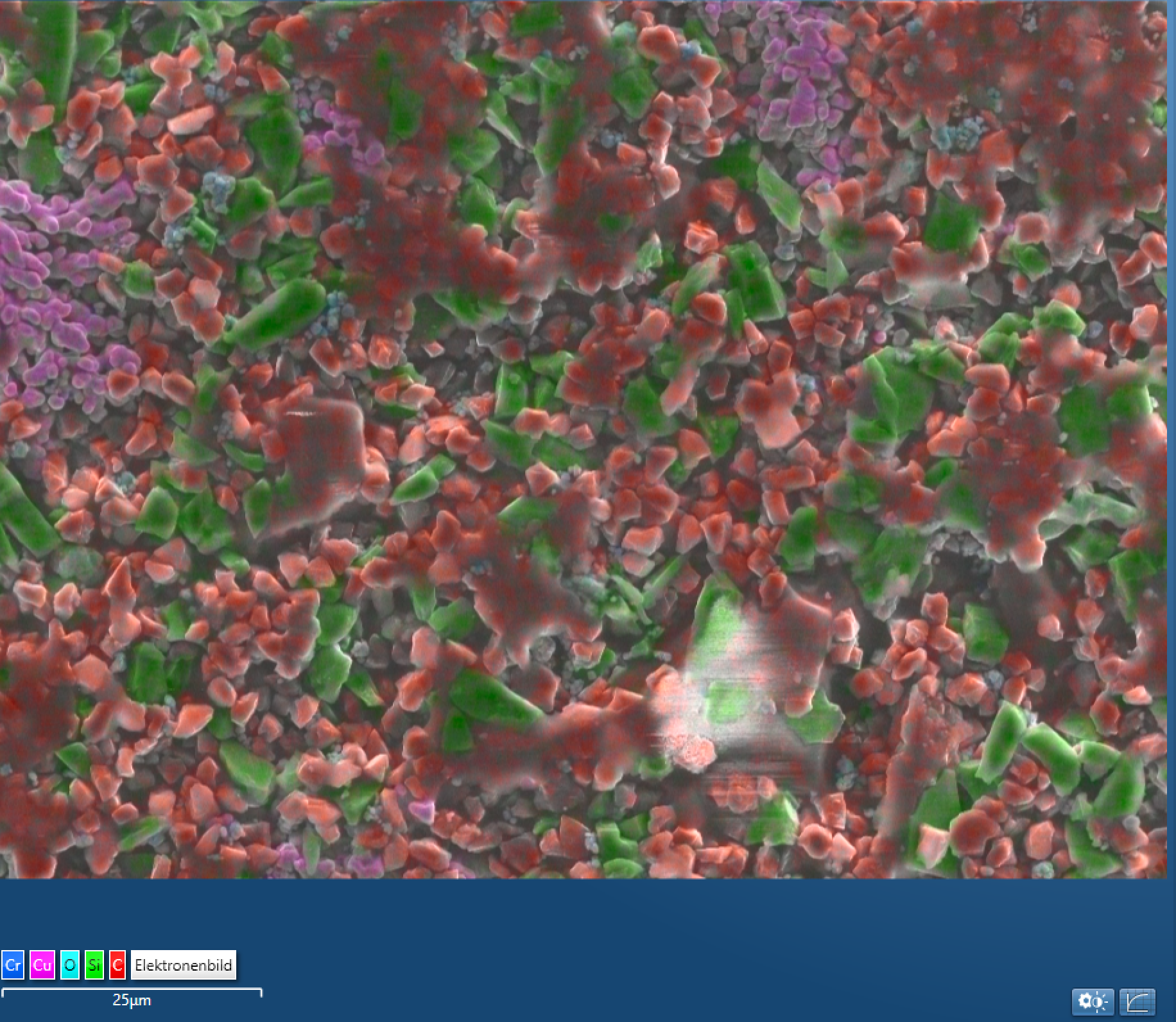
EDS analysis of the Schleifjunkies 3 micrometre resinbond stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
The EDS analysis brings some clarity to this! Let’s take a closer look at the elemental mapping ,and what we can deduce from this.

The stone has some large, blocky, molten looking red areas, which are carbon rich. This is the resin used to bond the particles together. The smaller, red grains are also mainly carbon – most definitely the diamond grain. SJ seems to have used a more blocky, smoother grain shape here.
THe green grains are silicon, but by comparing the carbon intensity map, we can see that they also consist of carbon. This is silicon carbide, at about 3 times the size of the diamond grains. Silicon carbide is quite hard (2400-3000 HV, depending on the type), which is why it is often used as an abrasive on it’s own. The use in resin bond stones is typically to make the bond harder. The purple grains are actually copper – which explains the reddish grain we could make out in the optical microscope pictures. Copper is added to industrial resin grinding wheels to improve heat conductivity, and while this makes a lot of sense at high cutting speeds, and if your abrasive is alumina oxide (corundum) or SiC, diamond has a much better heat conductivity, and it’s the first time I’m seeing this on a diamond grinding bit. Frankly, here it can only be either a cheap filler, or the manufacturer took the same mix they use for AO grinding wheels and just added diamond. Trace amounts of chromium can be detected, as well as some oxygen, matching particles with the silicon map, so I’d suspect that the rare, white-ish particles we have seen in the microscope are SiO2 (quartz) particles.
Let’s take a look at the surface roughness and appearance.


3D height map of the 6 µm SJ resinbond stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%). 2nd picture: area extract to show the grain.
The surface, similar to the SEM picture, has large, very smooth sections, where the grain is still covered in a bit of resin, and also irregular, smaller sections with voids and recessed grains. This matches the view from the SEM quite well.

ISO 25178 parameters of the 6 µm SJ resinbond stone.
The stone surface roughness (Sq) is very low, with a nice and tight control on the height of the surface bearing material ratio (Sdc). The kurtosis (Sku) is quite high here, a result of the very flat sections in combination with the very steep walls leading down to the voids. This smooth stone will glide quite easily along a blade, while providing little feedback. The pressure applied is spread over a large area, reducing the force acting on every grain.



3D height map of the 3 µm SJ resinbond stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%). 2nd picture: area extract to show the grain. 3rd picture. ISO 25178 surface data.
The 3 micrometre and 1 micrometre stone do not differ significantly in their surface parameters. I believe the surface of these stones is dominated by both the filler grains (SiC & copper), but also the breakouts above large nests of grains in combination with the dressing from the manufacturer.



3D height map of the 1 µm SJ resinbond stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%). 2nd picture: area extract to show the grain. 3rd picture. ISO 25178 surface data.
The 1 micrometre resinbond stone has a line through the center of the height scan, sitting quite a bit above the rest of the surface area. Maybe a missed spot on the final dressing of the stone surface?
In order to evaluate the sharpening performance of these stones, 3 blades were sharpened. In order to evaluate the sharpening performance of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus. One blade was prepared with the 6 micrometre stone, the 2nd with first the 6 and then the 3 micrometre one, the last with all three stones.
First, some pictures of the 6 micrometre stone:





SEM micrographs of the sharpened M398 blade. Finishing Stone: Schleifjunkies 6 µm. Instrument: Zeiss GeminiSEM560.
The 6 µm blade shows a slightly wavy edge. Some burr is visible, as well as some carbide cracking from the grinding pressure. Periodically, deeper scratches are visible.
Following are pictures of the 3 µm stone:





SEM micrographs of the sharpened M398 blade. Finishing Stone: Schleifjunkies 3 µm. Instrument: Zeiss GeminiSEM560.
The 3 micrometre stone left a smoother surface with lower scratches. Near the apex, some cracking and a ghost burr are visible. Some deeper scratches are visible, similar to the 6 µm stone. The stone didn’t remove a lot of material, and mostly burnished the surface, which also explains why no significant sharpness improvement was visible.
The 1 µm stone felt very dull. I spend more than 15 minutes just on that stone, with barely an improvement on the blade. Because of the low material removal rate, I raised the angle by 0.1°, so that the edge was leading and we could be sure that what we are later measuring was created by the 1 micrometre stone. The blade tested notably duller on my BESS tester.
Whenever I got a section to become smoother, a larger scratch appeared again. These deeper scratches are very similar to the other two stones. I would hazard a guess that it’s the SiC particles, which are similarly sized in all 3 stones.





SEM micrographs of the sharpened M398 blade. Finishing Stone: Schleifjunkies 1 µm. Instrument: Zeiss GeminiSEM560.
The blade got a bit smoother, but also rounded of the apex. The deeper scratches are very similar to the other two blades.

Optical macro shots of the 6 / 3 / 1 micrometre finished blade. Instrument: iphone 15 pro max with a 120x optical loupe macro addon. Note the improved surface finish, but general appearance of larger scratches.
I’m quite disappointed in these stones. I have two Schleifjunkies resin wheels for my Tormek T8, which do a better job. These stones feel to hard, with not enough of a bite. It feels like I am constantly burnishing the surface, and not removing a lot of material. The mediocre BESS tests and persistent scratches are of note here. I sharpened a much softer knife at 58 HRC with this, and had better results.
The stones tested between 85 and 95 shore D at random locations. I took 5 measurements per stone. The measurements were taken at the sidewall of the stone.