This is part of an ongoing blog series about metrology. It explains physics, principles and use cases of modern metrology devices.
TL;DR: Explains how a SEM works. Deep dive into the electron-beam interaction, showing how every sensor gives a different picture and what they could be used for. Lot’s of solid state physics, but in the fun “look at how amazing nature is” way, not in the “equations of horror and despair” way. This should be a fun read and easily understandable, even if you haven’t thought about physics since school.

From the amount of scanning electron microscope (SEM) pictures in this blog, you can guess that I’m a huge fan and heavy user of these wonderful devices.
Brief historical overview & resolution limit
The basic idea behind a SEM is the Abbe diffraction limit of resolution. Ernst Abbe was a pretty cool dude – he lived in Germany during the late 19th century. He defined the foundations of modern optics, had a very impressive beard and is credited with owning Carl Zeiss for some time and the creation of Schott AG. In precision engineering, he has had a lasting impact, mostly for his definition of Abbe Error Compliance (Measurement device in axis of movement is more precise than parallel to axis), but also the Abbe diffraction limit.
It basically states, that the minimum resolvable feature size d is a function of the wavelength of your radiation λ divided by 2 times the index of refraction of the immersed medium n (for example air) times the half-angle subtended by the objective lens θ. The numerical aperture NA describes the resolving power of a objective lens, and is the product of n * sin θ. Thus we have for our system resolution:
d = λ / 2 NA
If you have air between your objective lens and sample, NA can only ever be below 1. Very high quality, large magnification objective lenses can for example have 100x/NA 0.95, coming very close to this theoretical limit. This means, at absolute best, our smallest, resolvable feature is about half the wavelength of the radiation. If you have a nice, confocal microscope, your system might use a green LED at 532 nm, thus your systems resolving resolution is in the range of 0.25 µm. There’s a couple of techniques to get around this limitation, but with visible radiation, you are not going to get massive improvements in lateral resolution. But: the wavelength of radiation is inversely proportional to the energy of the radiation:
E = h*f and: λ = c/f
Visible light typically has an energy of 0.5 – 3 eV, a WLAN signal about 5 µeV. X-Rays start somewhere around 1 keV, and most SEM have their resolution sweet spot at 15-30 keV. Modern tunneling electron microscopes TEM are in the range of 200-300 keV. Sadly, we do not have a TEM at Kern Microtechnik GmbH. *chicken scratches one onto the “Dr.Marv purchase wishlist”*
The first instrument that can be considered a SEM was build by the German Manfred von Ardenne in 1937. His patent is still online in the European patent space, and a wonderful read.
Now, the actual resolution of a SEM isn’t as close to the theoretical limit as optical microscopy has, because it is surprisingly difficult to compensate all beam and lens (magnetic field) errors. Aberration error correction is something that is only now really hitting the market.
Nevertheless, even a small, entry level desktop SEM like our Thermo Fischer PhenomXL spots a datasheet resolution of smaller than 10 nanometre. Typically, this is achieved as the distance between gold nanoparticles on carbon. Very conductive, maximum elemental contrast and clearly defined boundary edges. It goes without saying, that this is the easiest possible image for a SEM!

SEM micrograph of a very dirty, hydrocarbon contaminated resolution test object. What you see is gold nanoparticles on carbon, at a very high magnification (500kX) and very low accelerating voltage (1 keV). Analysis has shown that our instrument is within specification, even here: 0.7 nm @1keV. Taken with the magnificent Zeiss GeminiSEM560.
At lower energy, the electrons are also much slower, thus experiencing more extraneous influences such as magnetic stray fields or vibrations from body or acoustic noise. A high resolution SEM will have sub 1 nanometre resolution over the entire energy range.
General working principle of a SEM
We have defined that instead of using a beam of visible light, an electron microscope uses a beam of electrons to look at matter. At minimum, an electron microscope consists out of an electron source, some condenser, scanning and focusing “lenses” (which are actually coils with a magnetic field), an aperture, a vacuum chamber with the sample as well as a sensor to detect the signal.
Below is a schematic view of the column design of our ultra high resolution, Zeiss GeminiSEM560.

Schematic cross section of a high resolution SEM column. Pictured detector is a SE2 Everhart Thornley type.
At the electron source, electrons are generated. There’s two typical ways: thermionic emitters, where either a tungsten or a LaB6 filament is heated until free electrons are emitted. The second option is a field emission gun (FEG), where a small filament is heated, but the electrons are removed via a strong electric field. FEG are typically more stable, have less noise and a narrower energy spread. They are more expensive and set higher requirements to the vacuum system.
The electron beam is then accelerated via an electric potential, and then shaped and focused via condenser lenses. The beam current is regulated via an aperture orifice. The beam is then focused and scanned across the sample in a regular pattern via the objective lens. This scanning is not a continuous process, but instead the beam dwells for a short amount of time at every “pixel” position. A detector simply counts the signal emission at every point, thus creating a black and white picture from the sample – electron beam interaction.
It is a very basic principle, but the interaction of the beam and the sample is very complex, and many sensors exist to detect different types of signals. What is really nice about this scanning and way of detecting a picture compared to having a high resolution sensor with many pixels is that all sensors have the same focus point – so you can typically seamlessly switch between sensors and don’t have to refocus.
Electron – Matter – Interaction
In order to understand the different pictures and data created from a SEM, we need to take a quick detour towards high-energy electron beam interaction with matter. When matter is hit with fast electrons (the primary electrons, PE), a couple of possible interactions can happen. The below schematic shows the 4 dominant types, mainly back-scatter electrons (BSE), secondary electrons (SE, type 1 and 2) and x-ray emission (hv). The interaction volume depends on beam energy, but is typically in the range of < 10 nm for SE1, 1-50 nm for SE2, 50-1000 nm for BSE and 1-10 µm for hv. Because of scattering, the interaction volume is shaped a bit like a pear.

Schematic beam interaction with matter. The 4 main emitted signals are shown: BSE, SE1, SE2 and hv.
The interaction volume depends on beam energy, but is typically in the range of < 10 nm for SE1, 1-50 nm for SE2, 50-1000 nm for BSE and 1-10 µm for hv. Because of scattering, the interaction volume is shaped a bit like a pear. To show this interaction, I’ve prepared a small Monte-Carlo scattering simulation highlight this interaction volume, and how deep the different species might reach. This is for a high energy beam in a light material.

Interaction volume of high energy electrons in a light material. SE are highlighted in green.
We will have to dig a bit deeper into the creation of each of these, but also how they change the picture and what data and conclusions we can draw from them. For this, I’ve put a very used, nearly broken carbide end mill into the SEM.


First/left picture: The used endmill, before being inserted into the SEM chamber. Second/Right picture: the inside of the chamber, with the visible polshoe, SE2 detector and illuminated chamberscope. A couple more complex sensors are visible in the background.
After pumping the chamber empty of air, activating the SE2 sensor and focusing, we can generate an overview image of the tool. Because the SEM flares the field at the objective lens, we get a much larger FOV, but heavy distortions. This is mostly useful for navigating and finding a feature (or even: where the heck am I currently!).

SE2 overview picture of the inserted endmill. Instrument: Zeiss GeminiSEM560
Secondary Electrons
Sometimes, when the incident electrons interact with an atom, they do so through inelastic scattering with the shell electrons. This ionises the electron, via ejecting a shell electron, the so called secondary electron. If it’s the primary electron, these SE are called SE1, and are very surface sensitive and detected via a SE detector inside the electron column. If it’s created by backscatter electrons ionising the atoms, they are called SE2 and are detected via an in-chamber detector. These are very sensitive to topography, so the resulting picture is a good representation of the shape and surface of the sample. Because they are created by BSE, the interaction volume is a bit deeper, and the signal can’t resolve very fine surface detail. This sensor is very susceptible to static charge up on the sample.

Schematic depiction of the SE creation process. Note that the incident species can also be BSE, and not only SE.
The SE2 sensor is very fast in it’s readout speed, and typically, especially at longer working distances (distance between the pole piece and the sample) exhibits a strong signal. If the sample is non-conductive, this is my first choice in focusing the picture and for navigating. Because it is at an angle inside the chamber, the sensor gives a very good depth representation of the sample. Pictures look plastic and 3 dimensional.

SEM micrograph of the cutting edge. Signal A = sensor used, in this case the chamber SE2 type. The picture has depth, and nicely shows the morphology of the grinding marks, the coating and particles on the tool.
Switching to the InLens SE1 detector, the picture changes in it’s appearance:

SEM micrograph of the cutting edge. Signal A = sensor used, in this case the InLens SE1 type. The picture has lost some depth, but gained some detail on the surface structure. Besides the grinding marks, the micro-roughness of the coating is now visible.
Because this sensor has a very small interaction volume, it shows fine surface details. Whereas the SE2 sensor mostly showed the grinding path along the tool cutting edge, this sensor shows the micro roughness of the coating, and highlights different sections of the build up edge through finer detail. At the same time, some depth perception is lost, resulting in a flatter picture.
Back Scatter Electrons
Back scatter electrons are created from elastic scattering (reflection) with the nucleus of the atoms. Because of this, the electrons have a lot of energy. The chance for elastic scattering depends on the mass of the nucleus, thus heavier elements give you a brighter signal. Therefore, the BSE signal gives you a material contrast.

Schematic depiction of the SE creation process. Note that the incident species is either the PE, or a lower energy already back scattered BSE.
The same cutting tool we looked at in the SEM can also be visualised with back scatter electrons. For this, our GeminiSEM560 is equipped with two different one: the ESB detector, that sits very high up in the column, and a retractable diode type 4 sector BSD sensor that can be fitted exactly below the pole piece.
Because we can always activate it, let’s start with the ESB detector picture. We can see that the image is flattened a lot – this sensor is not really picking up any topography.

In column ESB detector SEM micrograph of the cutting edge. Note the lighter coloured structures – these are heavier elements than the darker coloured structures.
This sensor is quite “slow”, in the sense of it not getting a lot of signal. The above picture took a bit over 4 minutes to record.
The SEM is fitted with a diode type, 4 sector BSE detector, that can be retracted and inserted via a pneumatic cylinder. Because it is sitting below the pole piece, it is much quicker, and still shows some surface structure.

Chamber BSD SEM micrograph of the cutting edge. The picture has very little depth, showing only a minimal amount of surface structures. The BUE material is clearly distinguishable, showing 2 different materials via the inherent BSD material contrast.
This sensor is much quicker, and shows some topographic details. A bit more depth perception than on the ESB sensor is given.
X-Ray creation (EDS – Energy dispersive x-ray spectroscopy)
The PE are able to create x-rays. I find this absolutely fascinating, and one of my favourite tools inside the SEM. When the PE interacts with the atomic shell, sometimes an electron is ejected (the SE). If this happens at a lower shell, a hole (missing electron spot) is created. Because most systems strive to lower their potential energy, a higher shell electron will then drop down. Because the new orbit has a lower radius, there is now some excess energy. Through this energy, just like Einstein foretold, a particle is created, specifically a x-ray photon. Because the distance between shells is dependent on the weight of the atomic core and it’s configuration (proton number), the energy difference is unique for every element.

Schematic description of the x-ray creation process. An incident electron creates a hole in an inner shell through inelastic scattering (a SE is ejected). A higher shell electron drops down to fill the hole (blue arrow), because of energy conversion the lower orbit energy results in the creation of a x-ray photon.
By recording lots of x-ray photons, and sorting them by their inherent energy, we can identify and map an elemental distribution over our picture. This process is called energy dispersive x-ray spectroscopy. It doesn’t tell you “This is REX 121 steel”, but instead after several minutes you can say “oh, we have about 12 % chromium in our sample. Maybe. I hope. Pinky promise!?”. This is the part where TV shows have ruined science for us scientists. But if done right, at correct readout sampling rates, high beam energy, you get fantastic results.
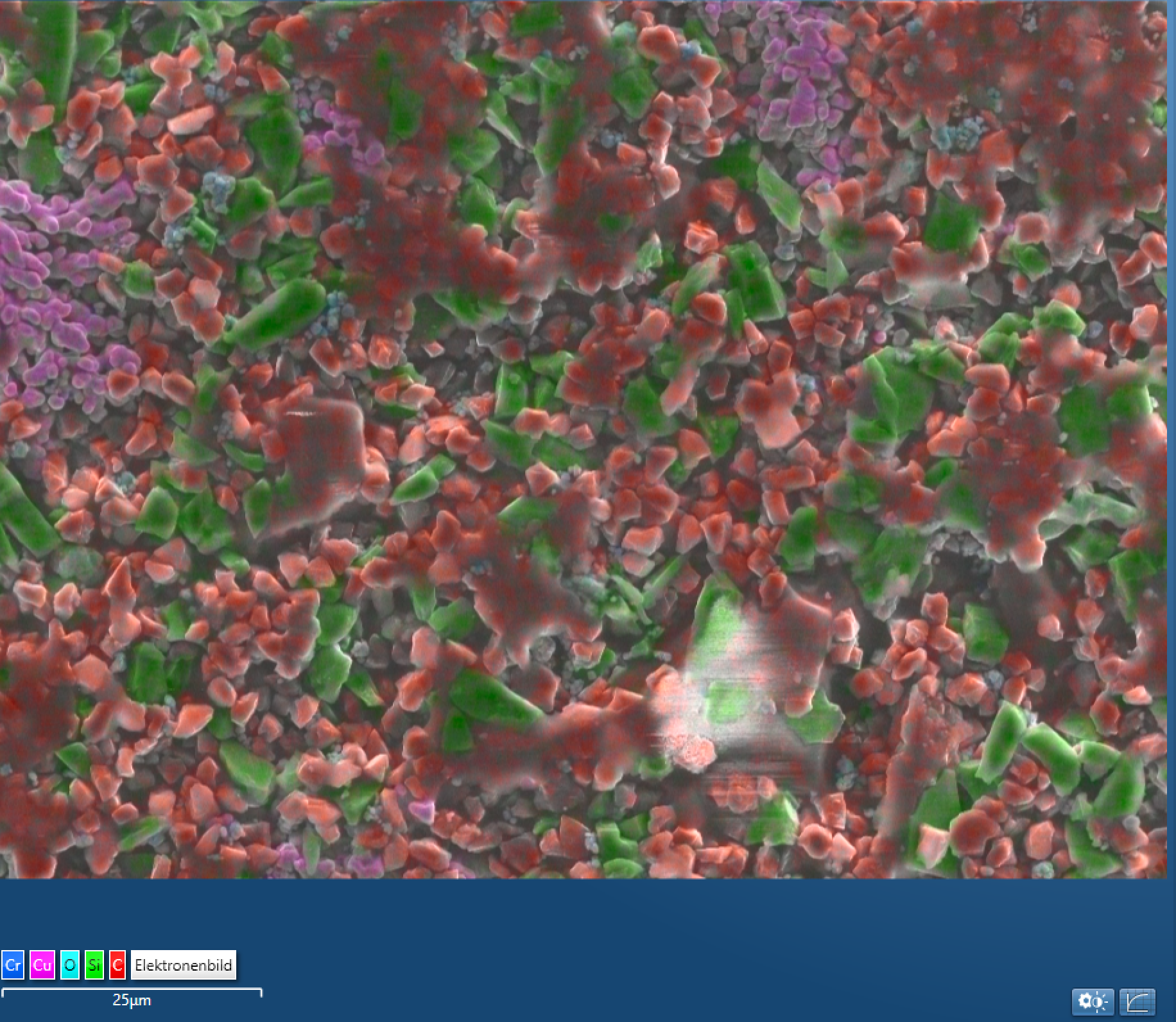
What can we see on our tool edge? First and foremost the coating material – Ti, Al, N, Cr, resulting from a ceramic high tech multi layer coating applied to most modern tools. Build up edge and particles from aluminum, some stuck carbon, places where the coating has failed and tungsten carbide is visible through the coating. Pretty nifty, eh?


EDS analysis of the tool edge.
The real expertise in EDS is looking at the data and then making judgement calls and drawing from experience and know how. We once found a particle we wanted to analyse, and it contained bromine. People were stumped, because which part of the machine contains bromine? In the end it was the base of our powder coating, and the particle we found at a place it shouldn’t be was the powder coating from the machine enclosure that had flaked off. We managed to nail that down, because the only reasonable expectation of where bromine could be used was exactly that. Comparing a fresh piece revealed identical chemical composition.