This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes:
Part 1 is about the Fällkniven DC3 , Part 2 is about the DMT mini W7C, Part 3 is about the TSPROF Blitz F1000, Part 4 is about a natural jade stone, Part 5 is about the Venev 5/3 Diamond Resin Stone.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Today’s sharpening stone is the Edge Pro Matrix Stone at 4000 grit, which according to the manufacturer equals 5 micrometre grain size. It’s their stone “made for modern super steel” and apparently self sharpening by loosening grains over time. 🙂
It’s a super smooth, very fine stone. Stroking it with your finger, it just feels barely sticky, while scratching it with your fingernail shows some resistance – but can also leave a small groove.


Optical micrographs of the Edge Pro Matrix Stone (4000). The scale bar is visible in the lower right corner. Instrument: Leica Emspira.
The microscope supports this picture. A very uniform, smooth surface. The corners around the stone are slightly beveled. At higher magnifications, grains start to become visible. Do we have a new king of agglomeration here? Let’s throw it into the SEM to check it out.
The first thing I saw in the SEM was…nothing. Because this stone is so smooth, and also because they really seem to use no fillers, additives or anything else, it immediately starts charging like crazy. The resin they are using is also covering the topmost layer, making it hard to distinguish between resin and diamond. Well, this ain’t a BEAST of a scanning electron microscope for nothing. We’ve equipped it with multiple sensors and it is a very versatile device. To make an image visible, I’ve bumped up the accelerating voltage. To explain why this is different to the other pictures you’ve seen in this blog before, I think I need to detour for a small moment.
In a scanning electron microscope, the image is created by using a beam of electrons, and moving that one in regular lines across the surface of a sample. At every point it hits the sample, interaction happens. This interaction is typically either an elastic reflection of the incident electrons (back scattered electrons, BSE), or the ejection of electrons from a shell around the atoms (secondary electrons, SE). The BSE are showing you mostly elemental contrast, whereas the SE show you a topographical (surface) contrast. Nevertheless, with good enough sensors, both show you a bit of the information of the other type. Now, the BSD (back scatter detector) is pretty robust, and works nicely at lower vacuum. Because the sample is non conductive, it will experience static charge. Lowering the chamber vacuum introduces moisture (H2O) into the chamber, and this is enough to reduce the static charge on the sample. Unfortunately, lower vacuum also means lower resolution, and the BSD doesn’t give us great surface morphology to begin with. A workable way to combat this is to increase the accelerating voltage. This will not only give you more signal, reduce noise, but also increase the interaction volume of the beam. Basically, you are now looking a couple micrometre deep into the material!


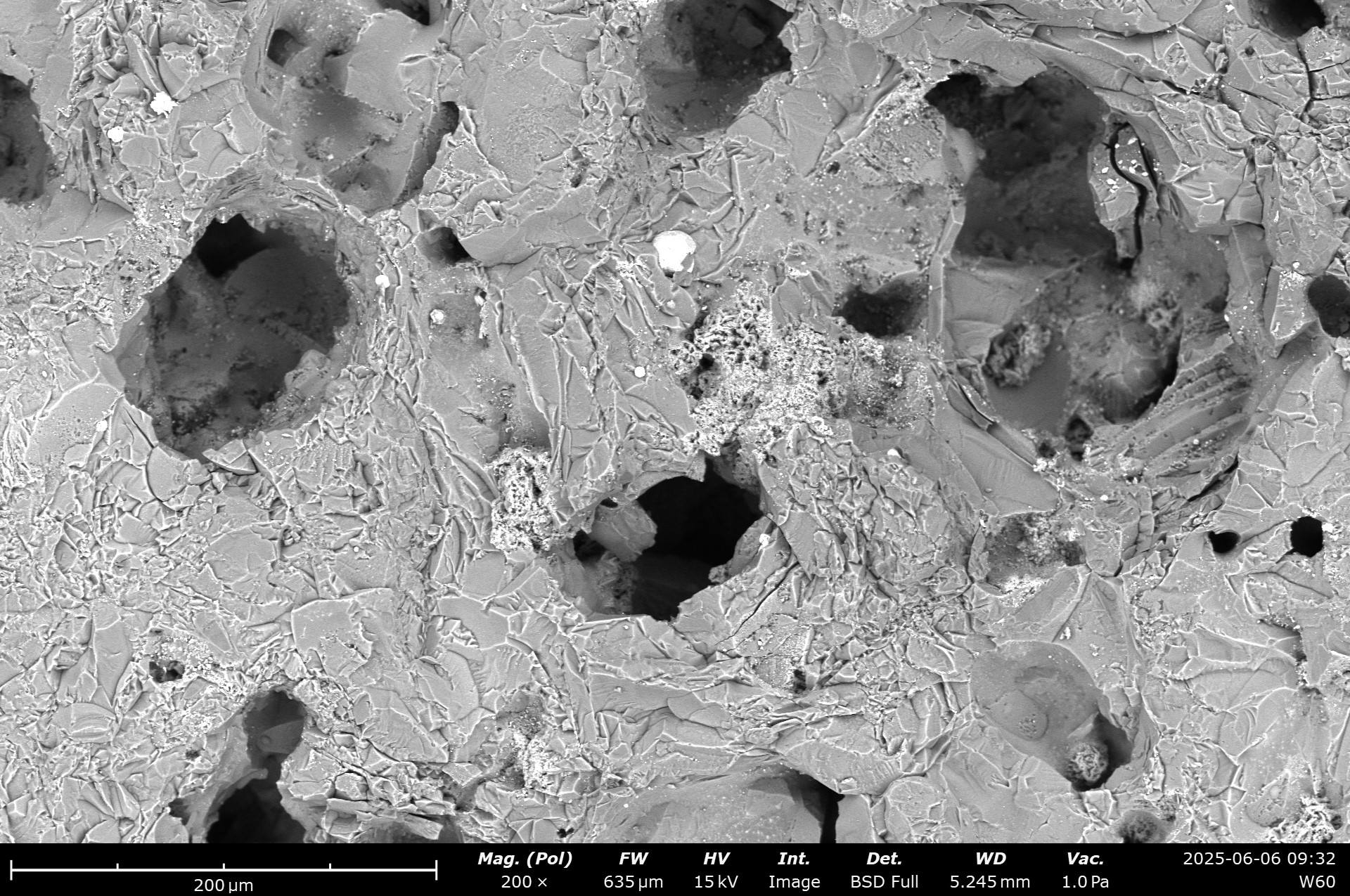
SEM Micrographs of the Edge Pro Matrix Stone (4000). Note that these pictures are BSD and at high accelerating voltage. Instrument: Zeiss GeminiSEM560.
We can see that this stone really only contains a matrix and the diamond grit. All grains are small with tight controlled size distribution. No fillers or other abrasives are visible. The matrix is relatively dense, and the atomic contrast of it is similar to the diamond next to it. This is the first stone I’ve looked at that contains no fillers. Unfortunately, with this comes two problems: Quite a bit of agglomeration is visible, with often 3 or more grains sticking close to each other. The second is the retention of the grains – we can see on this unused stone already, that nearly no grain is sticking out of the surface. Even the manufacturers dressing process removed the majority of all surface grains. I would expect this stone to be quite slow and soft. Because of the simple composition, no EDS was recorded.
The surface under the white light interferometer shows a smooth, regular and low roughness surface.

White light interferometry height map of the Edge Pro Matrix Stone (4000). Instrument: Zygo Nexview NX2, Objective Lens: 10X. Stitched overview of 4×4 images.
The overall height distribution is lower than for example on the similar grit Venev stone. The actual contact surface, at least brand new, should be relatively low, as it doesn’t show a lot of plateaus in the height map.

ISO 25178 parameters of the Matrix Pro Stone (4000).
The areal surface parameter support this observation. This is one very smooth stone, with very low roughness and material ratio.
In order to evaluate the sharpening performance of these stones, 3 blades were sharpened. In order to evaluate the sharpening performance of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating, edge trailing strokes (5-5-3-2) on each side, for a total of 20 strokes per side. No pressure is applied but the weight of the apparatus. Then the Pro Matrix stone comes into play.




SEM micrographs of the sharpened blade. Note that the last picture (2kx magnification) isn’t a center zoom of the one before, but slightly to the left of the FOV, as I identified some carbide cracking that I wanted to visualise in higher detail. Instrument: Thermo Fischer PhenomXL Scanning Electron Microscope.
The surface of the edge is much smoother than with the equally sized Venev sharpening stone. The edge shows a low waviness and no identifiable burr. This is certainly a statement to the heat treat of the steel (made by Roman Kasé!), but also to the stone. Some deeper grooves are visible, which could be because of the agglomeration, or a rolling grain that got loose. The low material removal rate gives a high cutting pressure, likely leading to the carbide cracking and edge breakouts at carbide-steel interfaces. This is a cool stone, with a nice feeling while sharpening, awesome result and very finely made. I like it. If only it was a faster stone!