This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s sharpening stone is one I am MASSIVELY excited for! They are being hailed on the internet as the best new stones, and are so brand new you couldn’t buy them for quite some time outside of > 5 stone sets. According to TSPROF, these are a totally novel, super high end resin type stone. YouTube reviews were over the moon, and finally, after about half a year of lusting after them, they are being sold individually in the EU and I managed to buy a 120 µm and a 5 µm one – which is featured in Part 20 of our brief study of sharpening stones!
A note before we dig into the abrasive: the stones have a premium finish. Fully anodised, laser engraved… quite a contrast to other TSPROF stones which are blank aluminium stripes!





Optical micrographs of the TSPROF Alpha 120 stone. Instrument: Leica Emspira
The abrasive compound at this size is easily identified via an optical microscope. We can make out large diamonds (the green translucent grains), large black grains (which are probably SiC!) but also small & large, very white grains – a bit too white for aluminiumoxide! I wander what those are. Very curious! Let’s dig into the SEM pictures.




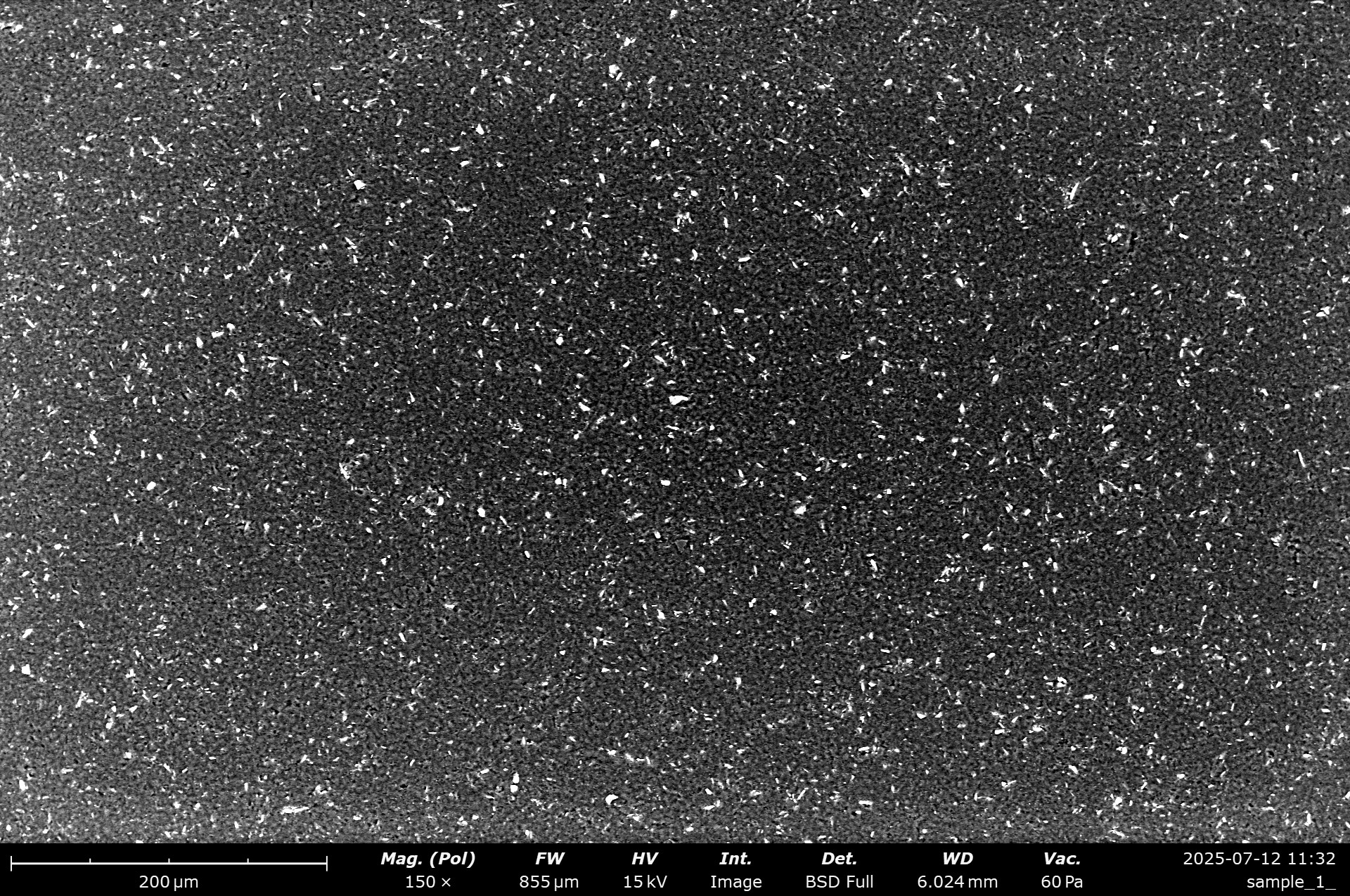
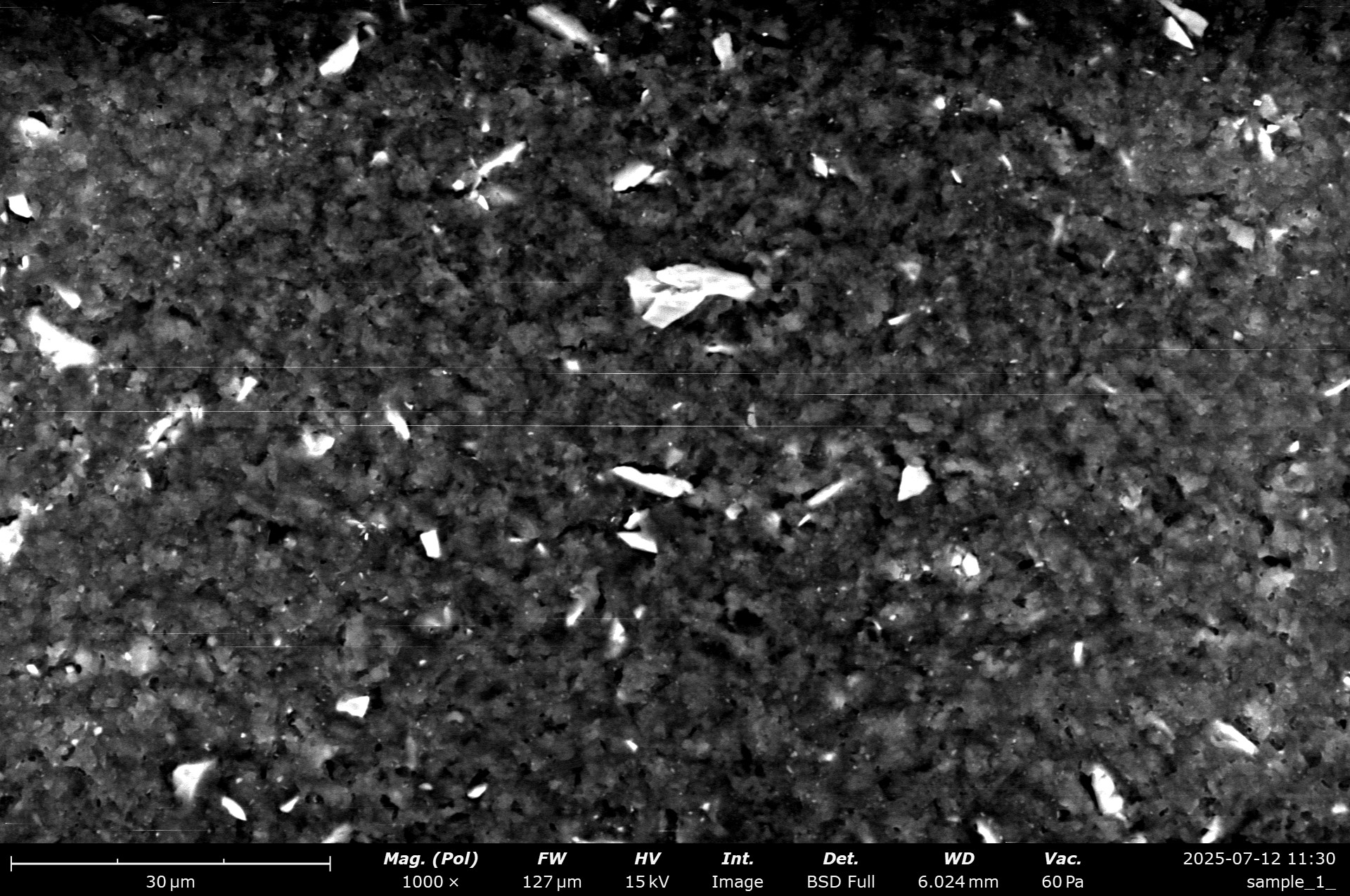
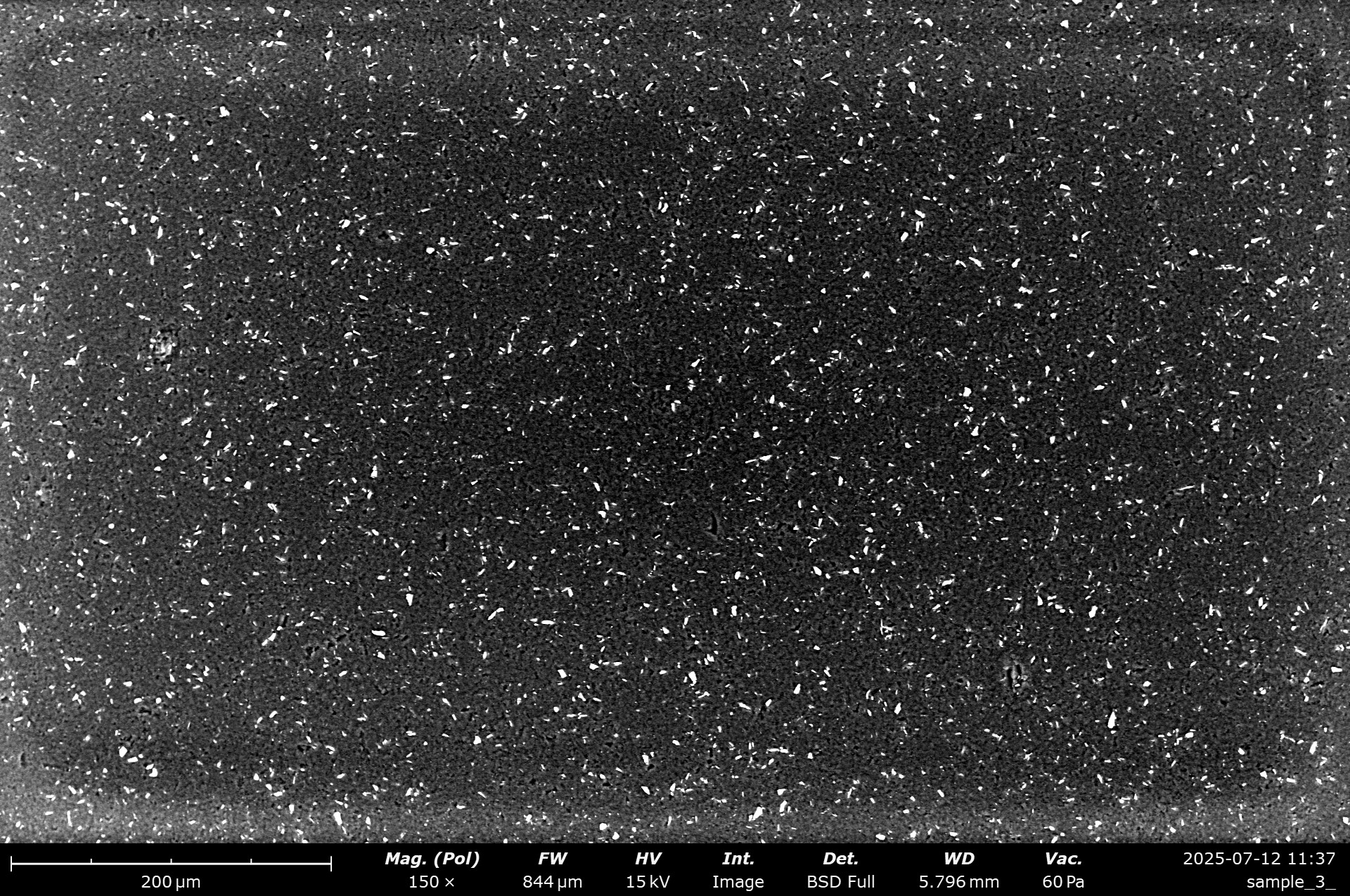
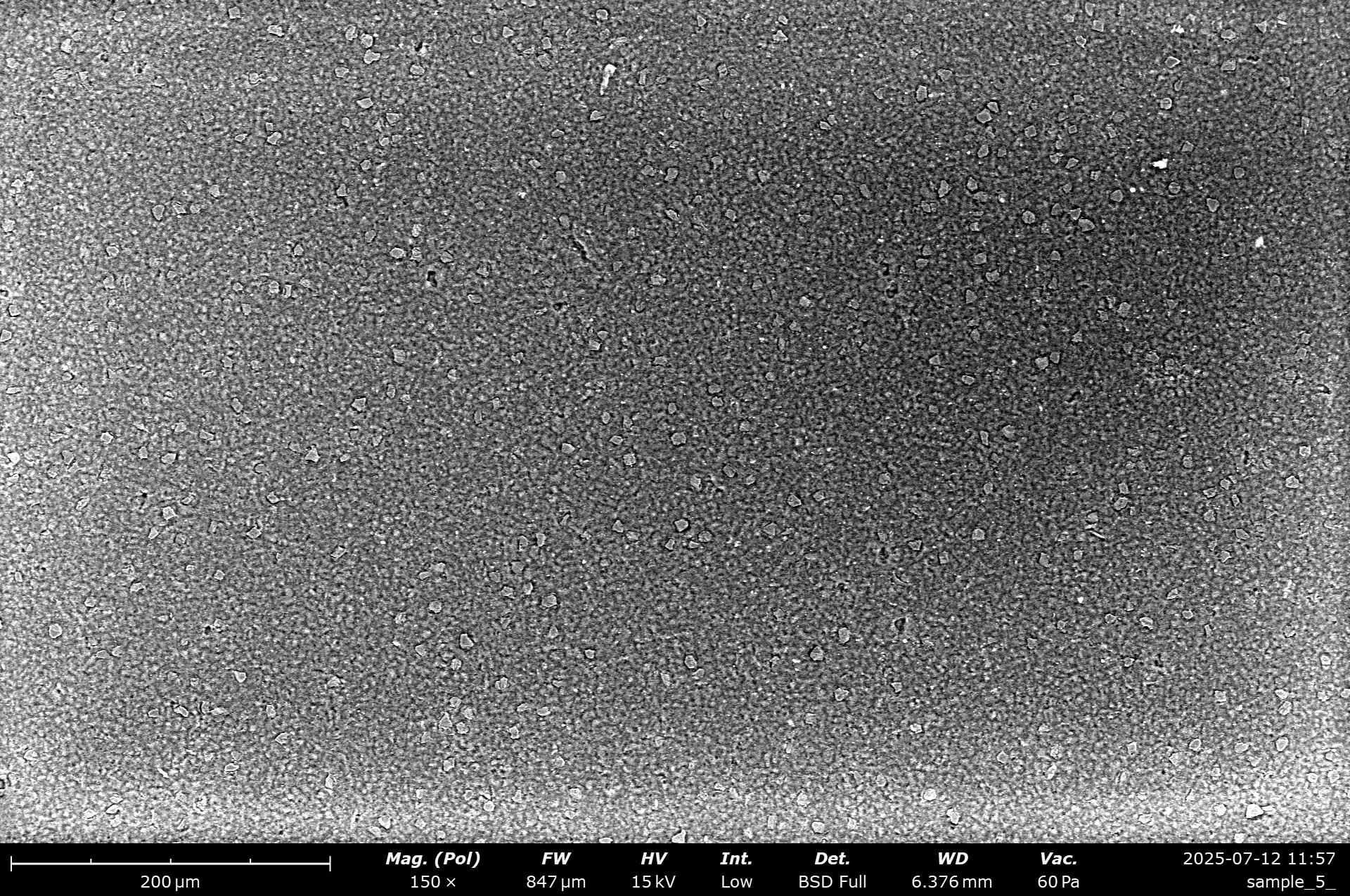
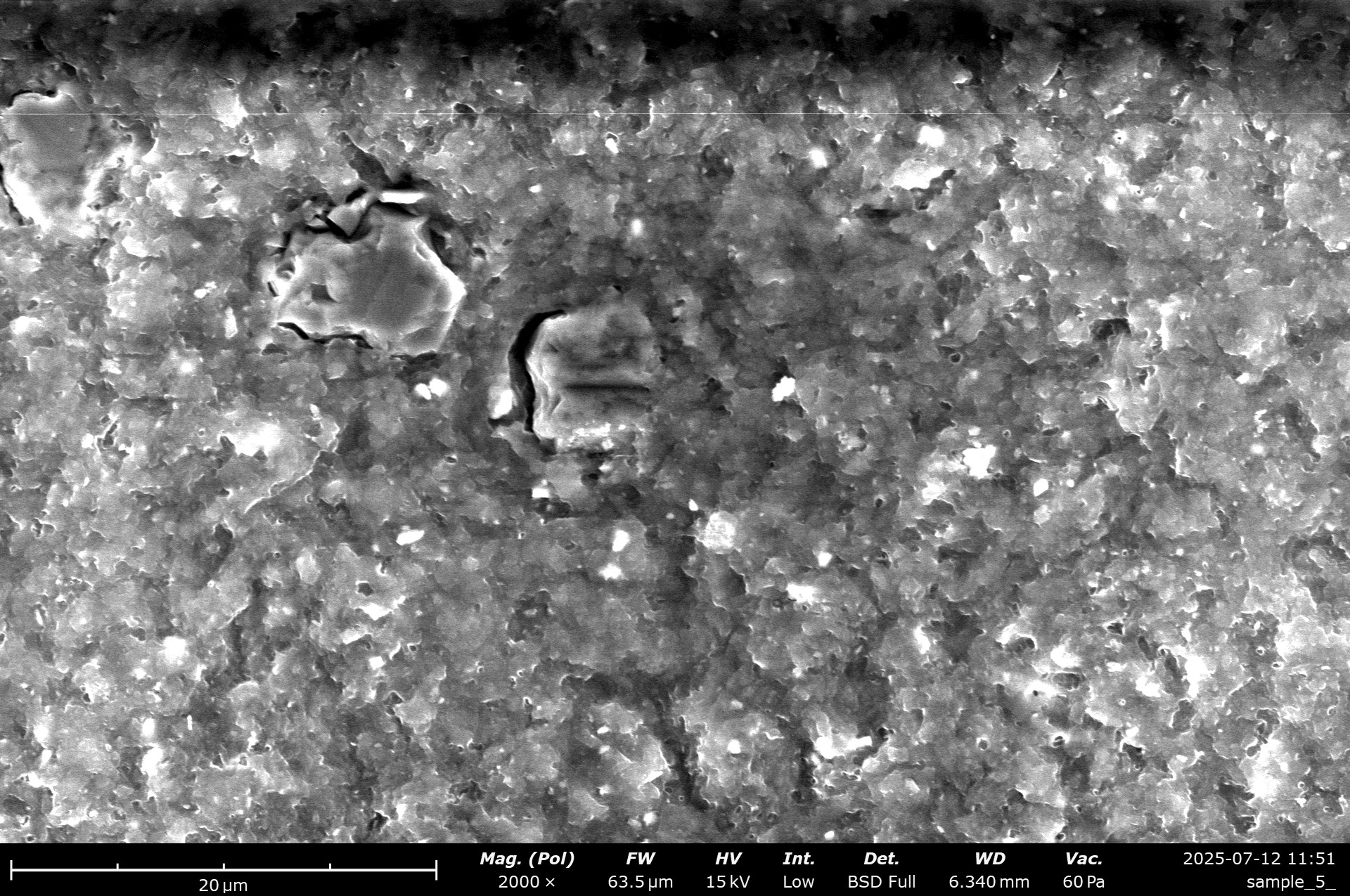
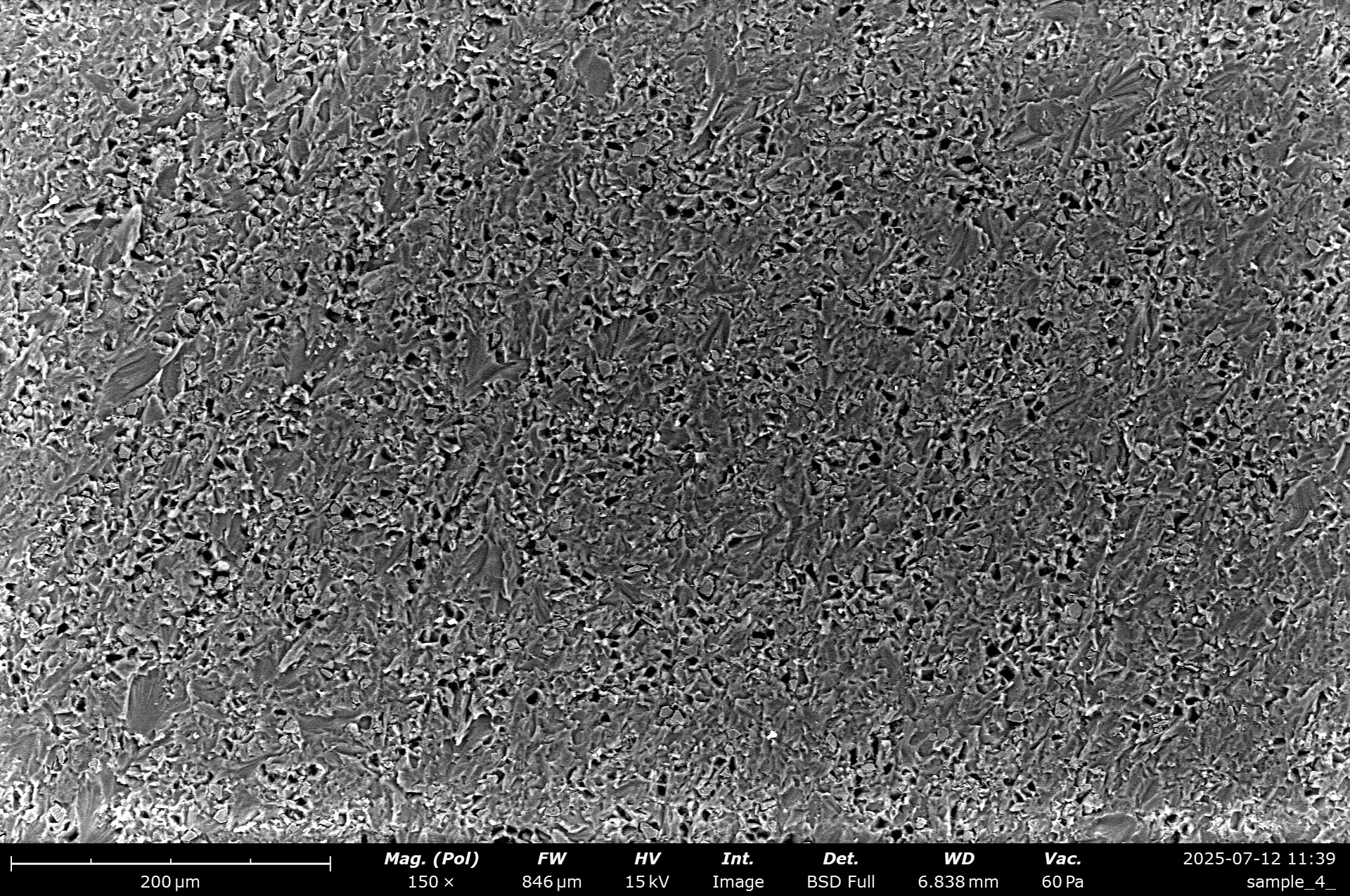
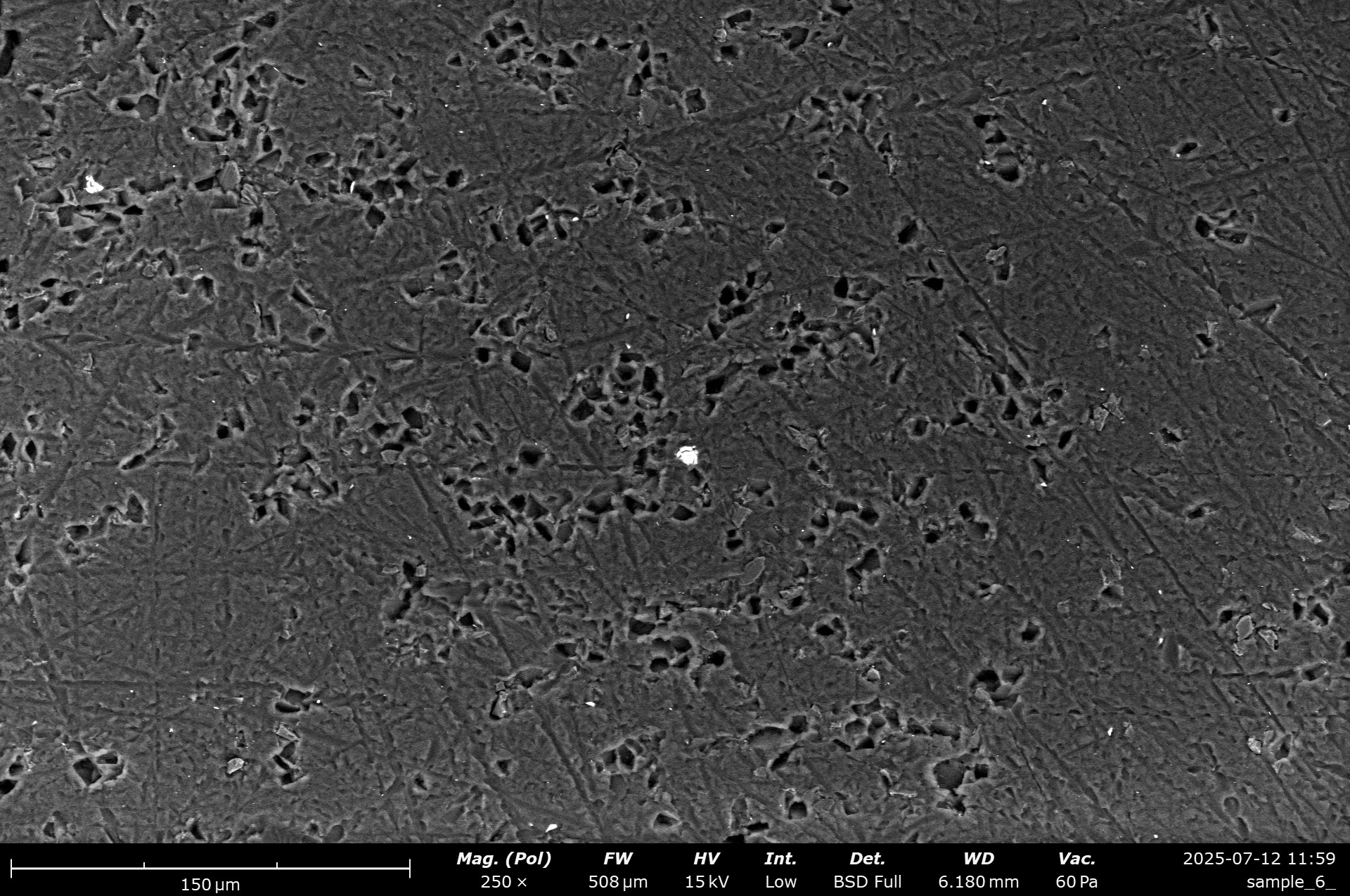
SEM micrographs of the stone. Instrument: Zeiss GeminiSEM 560.
Because this is a really coarse stone, I had to zoom out very far to actually image a relevant section 🙂 thankfully, our GeminiSEM 560 has an “overview” mode, where the field at the pole piece flares to allow for a much wider FOV than would typically be possible in such a high resolution SEM! There are massive, very smooth grains inside the SEM. Those are the white ones we identified earlier. Moreover, there is some large, very angular grains, that probably are the SiC, as well as a lower amount of blocky diamond grains. The binder itself is flakey and uneven, but not unexpectedly so for such a coarse stone.
Let’s look at the chemical composition! For this we are going to use an advanced SEM technique called EDS. If you want to know more about this, I’ve written extensively about SEM microanalysis here on this blog.

EDS analysis of the stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.

This is quite surprising! The white particles are Zirconium-oxide, a technical ceramic that is often used for teeth replacements, but also analytical parts. It’s a cool material – but I’m unsure about it’s suitablility as a grinding abrasive, seeing that it’s hardness is quite low – much lower than Al2O3, SiC, CBN or diamond. We can also identify some SiC particles, and a wild mix of other oxide ceramics. It kind of feels like they took everything they had lying around and put it into a grinding stone? Very surprising!
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.




SEM micrographs of the edge finished with the TSPROF Alpha 120 stone. Instrument: Thermo Fischer PhenomXL SEM.
The TSPROF Alpha 120 did produce a massive burr. The surface is quite rough, with many very deep scratches. I have to say that the material removal rate was extraordinary – this felt very much like what typical EP stones with similar grain size can do! The massive, formed burr, as well as the surface morphology point towards dull grains, that burnish and deform besides the cutting action.
For comparisons sake, I’ve taken pictures with a TSPROF electroplated F150 stone:



SEM micrographs of the edge finished with the TSPROF EP F150 stone. Instrument: Thermo Fischer PhenomXL SEM.
We can see a finer surface, with a less pronounced burr. Material removal rate felt comparable, but feedback was less smooth and more jagged.
To compare whether this is the binder, I quickly made a really coarse Dr. Marv stone – 120 µm! It showed an even greater material removal rate than the Alpha 120. Let’s take a look at what an edge produced solely by diamonds looks like:



SEM micrographs of the edge finished with a prototype Dr. Marv’s Scientific Sharpening stone (120 µm). Instrument: Thermo Fischer PhenomXL SEM.
A much smoother surface, more regular edge and clean cutting action with little prow formation or burnishing. While I understand the motivation to use other abrasives to stabilise a resin bond, I’m unsure that ZrO2 is a good choice for this!
Overall, the TSPROF Alpha 120 performs like a file: it removes material very quickly, even in hard and modern powder steels like the M398 used here. I’m unsure it’s worth the premium over an EP stone, and I think this stone is quite coarse – you would have to spend an excessive amount of time to remove the very deep scratches. The general rule of thumb is “depth of a scratch is half the width visible”.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a „this is the max value this stone can achieve“. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.