TL;DR:
Lemma: Do sharpening stones become “finer” over time?
- Looked at new and used galvanic grinding stones under the scanning electron microscope, comparing grain wear, swarf accumulation and tear out over time
- Applied first principle thinking based on the metrology results from the stone to determine grain engagement, and then proofed theory via experiments:
- Sharpened two edges, one with a brand new and one with a nearly used up stone
- Compared visual apperance, but also took SEM pictures and 3D metrology of the blades, to compare roughness, spatial parameters and morphology
Results:
- With continuous wear, the grains actually become wider, and more grains become active. This reduces the depth of cut, visible in the step height determination on the 3D surface data
- The duller grain and lower engagement create a burnishing effect, reducing depth of scratches by >60%, lowering roughness by 27% and introducing a convex bevel and more pronounced, plastic burr at the apex. It also increases gloss. The result therefore looks like it is done with a finer stone, minus the sharpness and shape, which deteriorate.
Actual Science and long version:
This is part of a series of blog posts, where I try to apply my professional knowledge on how chip formation and material removal happen to knife sharpening. I think this could also be called: debunking myths. Because this probably will ruffle some feathers, and is likely to be denied by some people, let me state firmly here: everything you will see in this post is real, and repeatable. Because it is breaking with common misconceptions, I have done the below experiments twice, to verify it. For clarities sake and readability reasons, I only include one dataset below.
Something you can see on a couple of manufacturer homepages, but also often on the internet, is that galvanic stones become “finer” over time. You generally find two seperate statements about this, with a small difference in language, but a large difference in sense. The first is, like stated above, that with wear, galvanic diamond or CBN stones become finer. The second version is, that they behave like a finer grit after some use. Sometimes, you are also warned about a break in period, where they are supposed to be super aggresive.
Let’s take a look at a galvanic stone. You can either jump into the full analysis of the TSPROF Blitz F1000, or just take a peek at the following gallery.


SEM micrographs of the unused Blitz F1000 vom TSPROF. Instrument: Zeiss GeminiSEM560.
We can make out some grains that are deeply embedded, but also some that are nearly sitting completely on top of the galvanic bond. A good question here would be: How many of these grains are actually cutting at contact with a flat surface such as a knife edge?
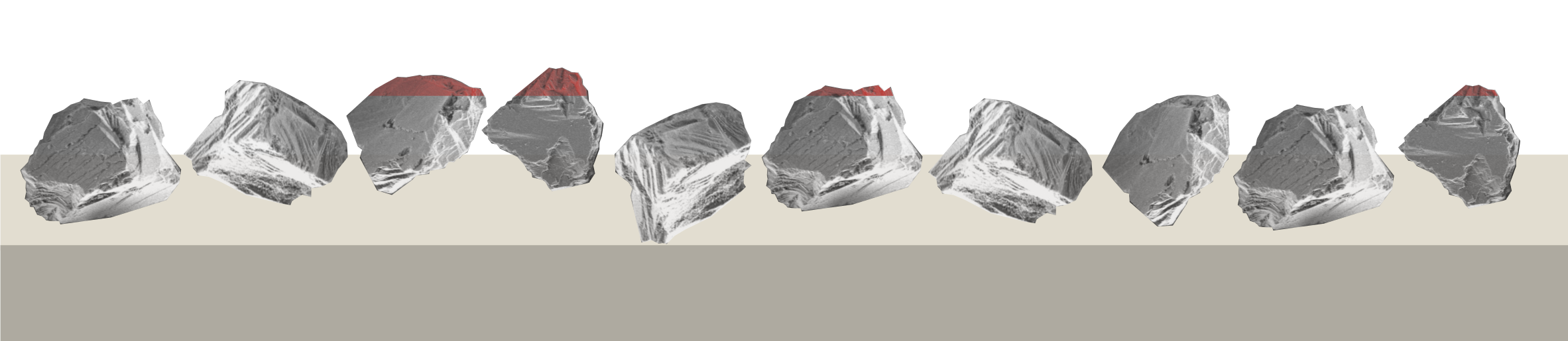
In literature, this is called the difference between statistical edges (e.g., all you see above in the picture), and kinematically active edges. In order to clear up this point, take a look at the following diagram. It shows a typical grain distribution in a galvanic stone – actually, a pretty good one already. 90% of the grains are within 10% of their diameter variation. If you plot a straight line through these, you will see that only 4 out of the 10 grains are actually cutting into this imaginary straight line. I’ve coloured them red at their intersection. I like the colour red. It’s a professional thing.

Illustration of a decent height distribution of similar grains in a galvanic binder. A portion of the grains above a certain horizontal line is coloured red, to show how few grains are typically active in the cutting process.
Now, if we have a moving edge, the situation becomes a bit more complex. Because now, we don’t have a level, horizontal line of engagement. That would be the case of you lay your stone on top of a plate of steel, and becomes kinematically much more like lapping, with different material removal processes. Instead, what we have is a flat piece of metal (the knife edge), being dragged along the stone, and either by gravity or your hands being pushed into the material. If we imagine for a moment, that friction, elastic deformation & rebound are nonexistent, we can imagine that every grain basically removes the material to it’s very topmost, highest apex. But because the blade is moving, the “drag” behind it is finite, and a new portion of the blade is pressed into the grains and again thusly removed. I’ve illustrated this below. Please note that obviously, this is a very small section of the blade, and I’m not suggesting you should in any way be sharpening to a single sided edge.

Illustration of the removed material from the 4 kinematic active edges. The blade movement and force vector are resembled by the black arrow.
Now, here’s a couple of things we can deduce from this: the first is, the amount of grains that are cutting metal is actually pretty low. Secondly, because of the complex movement, the grains create some kinematic roughness in the blade. Our surface is not created by the highest grain, but by several of those, leaving a “ragged” surface behind. Nevertheless, the last grain leaves a track on the surface. With some use, these grains will wear first. In the space between grains, we will accumulate debris and swarf:

SEM micrograph of a used TSPROF Blitz F1000. Some flattened grains and swarf stuck to the galvanic bond are visible. Instrument: Zeiss GeminiSEM560.
Now, what does a very used galvanic stone looks like? For your viewing pleasure, and in the pursuit of the adventure of sharpness, I’ve sharpened edge after edge until my arms were sore and the stone was removing basically nothing:



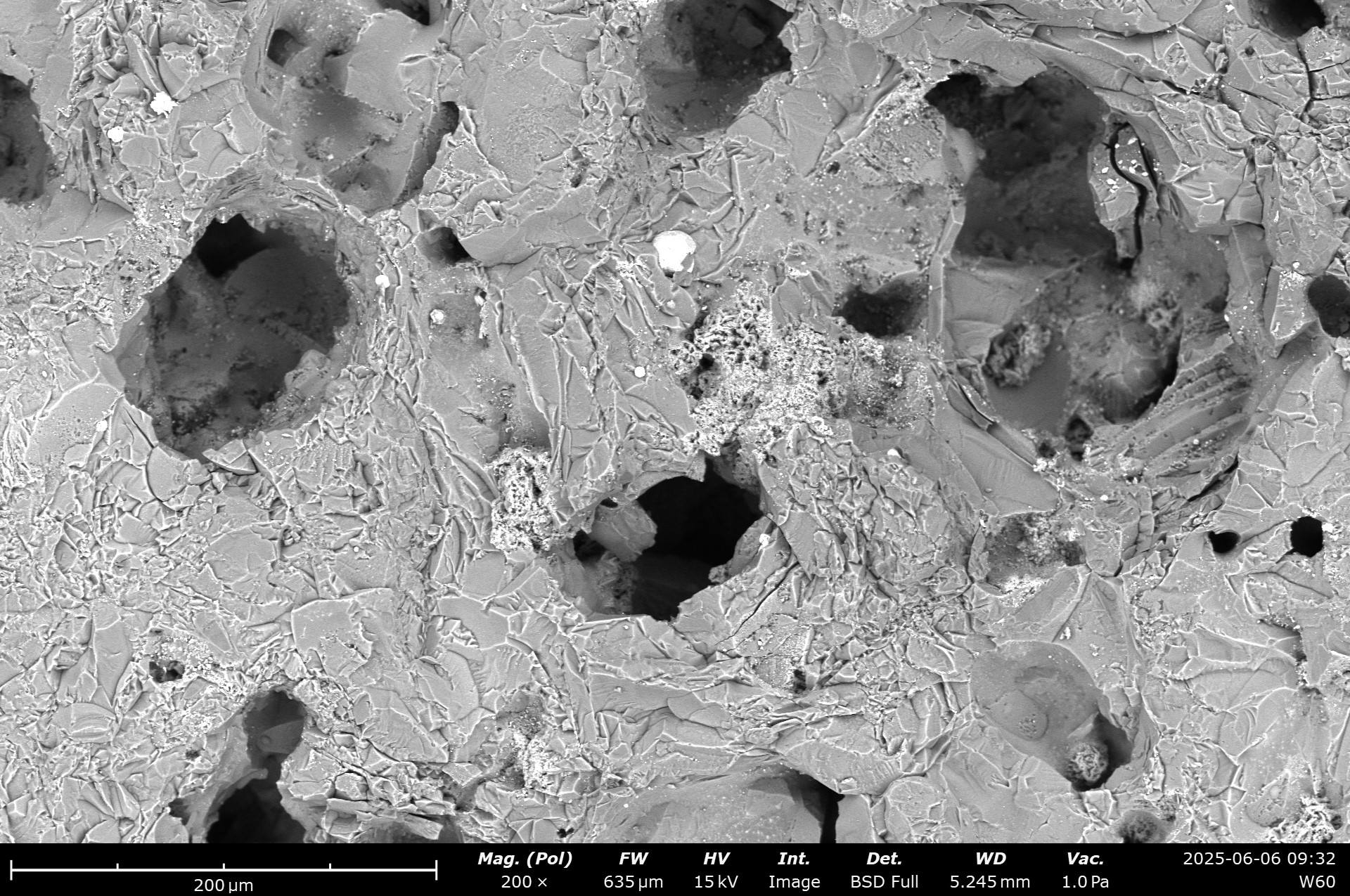
SEM micrographs of a very used TSPROF Blitz F1000. This one pretty much didn’t remove any material at all, any longer. Instrument: Zeiss GeminiSEM560.
If we focus on one of the really flat grains, we can see how much is worn away, and how much swarf is embedded deeply into the galvanic bond:

SEM micrograph of a VERY used TSPROF Blitz F1000. Instrument: Zeiss GeminiSEM560.
Take a look at the grain directly above the red Kern logo (lovely, ain’t it?): This is pretty much completely rubbed flat, and level & even with the surrounding bond.
If we flatten the grains in our previous illustrations, and apply the same GEDANKENEXPERIMENT of a blade being dragged along it, it looks like this:

Illustration on how flattened grains are interacting with the material. For this, a horizontal line was drawn, but the removal of the material “simulated” via linear interpolation between the highest peak of a grain and the lowest portion of the next grain (kinematic distance between active grains).
Now, a good question here would be to ask: Dr. Marv, why did you draw the engagements of these grains so shallow? They were taking much deeper cuts beforehand!
For this, we will apply critical first principle thinking. When you sharpen, what you are doing is WORK. And I mean this in the physics sense of the word. Now, we will postulate that you know what you are doing, so you are not pushing unevenly. Whether the stone is worn or not, you apply the same force and speed to it, thus the same work. The work we are doing while grinding consists of several components: friction (which generates heat), plastic deformation (which removes material, generates heat), elastic deformation (“bounce back”) and shearing action. If you have a good lubricated stone (for example, with oil), and are moving slowly, friction and heat are not that big of an issue*. Elastic deformation is generally only a fraction of what is happening here. So, we could equal the work being done to material removal. If instead of only a few grains, all of which are taking a larger cross section out of the material, if you have more active grains, these will all have a similar cross section (maybe a bit larger, as we are moving towards their center and therefore maximum diameter), your actual depth of cut will diminish.
*authors note: total lie here. Friction ALWAYS is a super big issue, and actually becomes worse, the duller your grain is. But for our Gedankenexperiment, it doesn’t change a lot. Just makes it less dramatic than my drawing. Trust me. I’m a doctor and I draw pretty illustrations. Also, I have stuff to prove this.
The following illustration is showing the new, much smaller intersection from the beforehand drawn kinematic active grains.

Illustration, highlighting the kinematic active grains and their active cross section in red. To see how much the grains are worn down, their full shape is visible with low opacity.
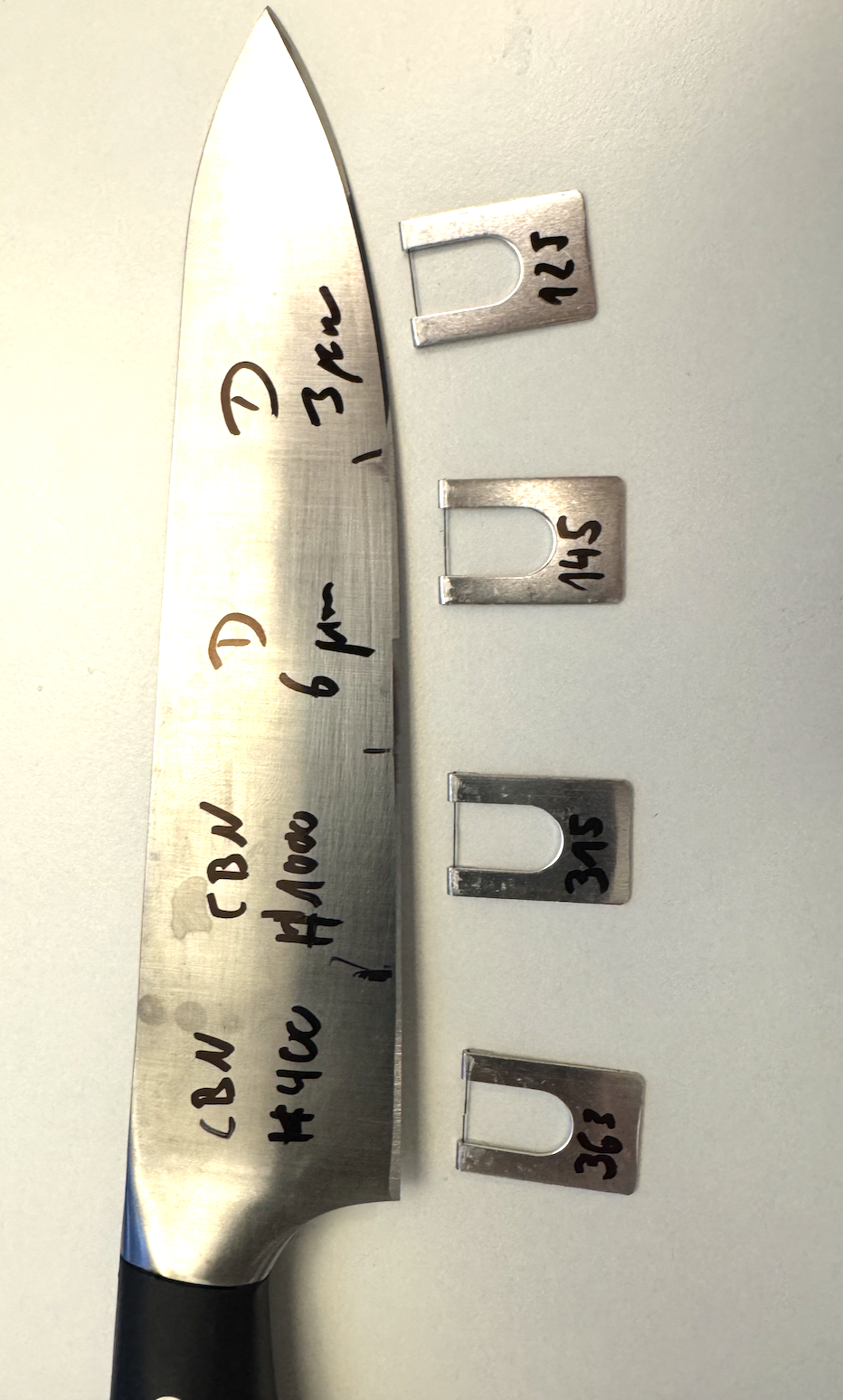
Now, what is the result of this? To prove my point, the above theory and showcase this, I’ve prepared two edges. One, with a brand new Blitz F1000. One, with the very much destroyed one. The steel used is M398 at 63.5 HRC, the edge was prepared with progressively finer galvanic stones (150-220-400-800) at 17 DPS.
Let’s compare the result from an optical perspective:

Optical micrograph of the same edge prepartion with two different usage states. Left side: brand new galvanic stone, right side: very used up galvanic stone. Instrument: iPhone 15 Pro with a 120x macro loupe, hence the distorted picture on the right.
This is a pretty drastic difference, the blade on the right side is much smoother, shinier, even glossy. It looks like a finer stone made this! …wait, what?
Luckily, I have access to better microscopes than my phone. Let’s compare what these two edges look like in the scanning electron microscope:


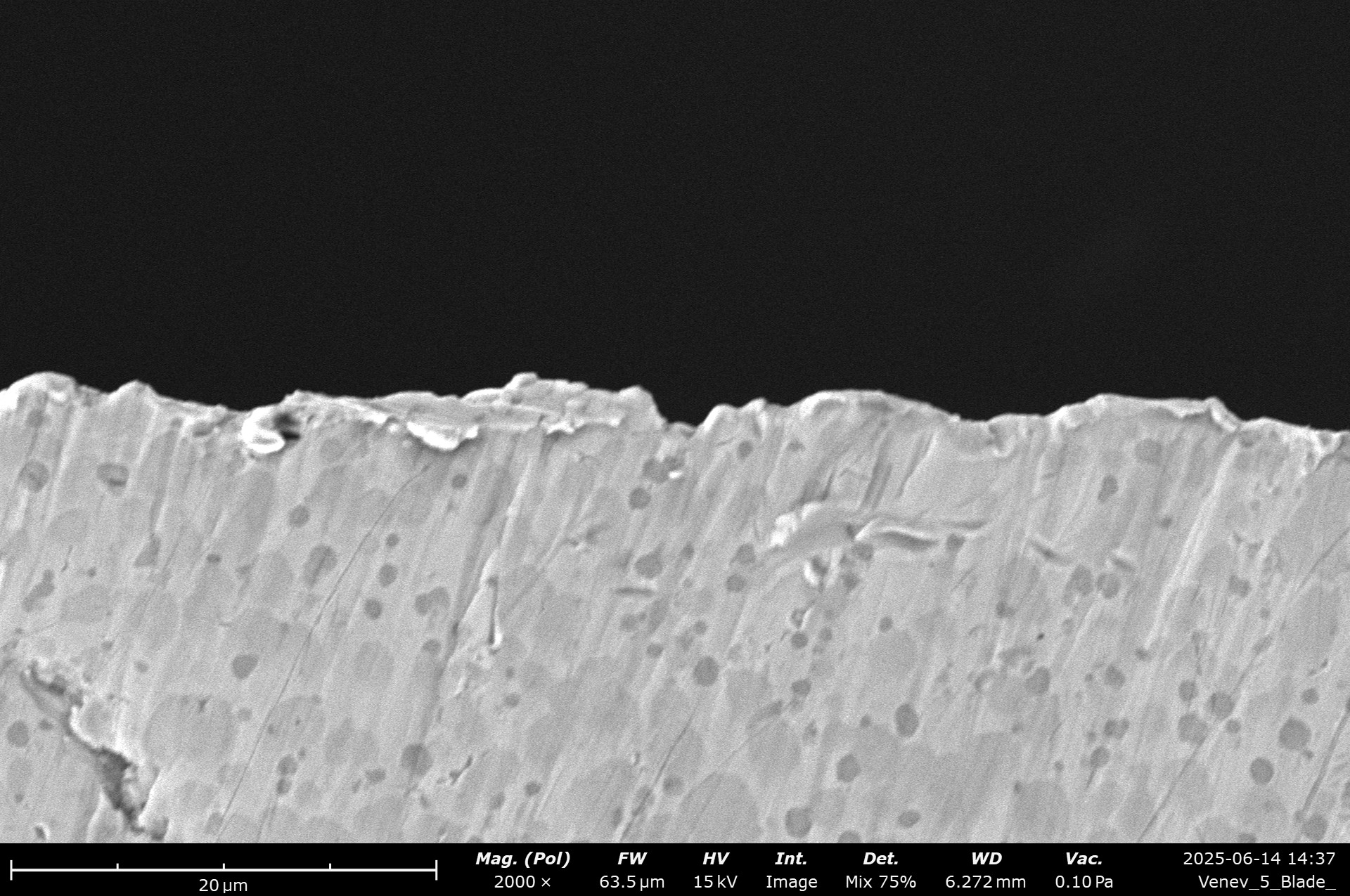
SEM micrographs of a sharpened blade, 250x magnification (FOV: 505µm). First/left picture: new stone, right/second picture: used stone. Instrument: Thermo Fischer PhenomXL.


SEM micrographs of a sharpened blade, 500x magnification (FOV: 505µm). First/left picture: new stone, right/second picture: used stone. Instrument: Thermo Fischer PhenomXL.
Now, this is a stark difference. The new stone created a sharp, uneven morphology. Lot’s of micro prows, deeper scratches and general uneven surfaces are visible. The used up stone created a much smoother surface. There are some scratches, especially closer to the edge. The surface further from the apex is very smooth and rounded, giving it a burnished appearance.


SEM micrographs of a sharpened blade, 1000x magnification (FOV: 505µm). First/left picture: new stone, right/second picture: used stone. Instrument: Thermo Fischer PhenomXL.
At higher magnification, we can make out a sharper apex from the new stone, but also more debris, burr and carbide cracking. The apex from the used stones looks more rounded and dull.
Now, while the SEM is a tool that is fantastic in spotting small details, it’s spatial (in the direction of the beam) resolution isn’t super good. To further analyse what we are seeing, I’ve used our Bruker Alicona µCMM to record some 3D data of the blade apex. It’s a very expensive, optical coordinate measurement machine that uses the measurement principle of focus variation to record height data over a surface area. Why did I use that one and not the Zygo interferometer? Well, the lovely zygo is currently at an exhibition, so I had to make do with what we had *crys in millions of metrology equipment*.


3D height maps of the two measured edges. Left/first picture: new stone. Right / second picture: Used stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%)
Now, one thing is immediately visible: The new stone created a very flat surface, with deeper, and very direction scratches. The used stone created a slightly rounded of (convex) surface, with smoother roughness. The scratches are directional, but there are some deeper ones at a steeper angle.
With this height data, we can start doing real analysis. First, let’s take a look at the width and depth of the scratches. For this, I’ve filtered the micro roughness via a gaussian filter with a cutoff of 0.8 micrometre:

New galvanic stone blade: Above: filtered surface to remove micro roughness and make step height determination easier. Below: Step height determination. Software used: Digital Surface Mountains Map. <3

and extracted a profile perpendicular through the scratch: Step analysis shows a width of 11 µm, with a maximum “height” (or depth) of 1 µm.
Comparing this to the used stone, with identical workflow (filtering, extraction of profile, step height determination):

Used galvanic stone blade: Above: filtered surface to remove micro roughness and make step height determination easier. Below: Step height determination. Software used: Digital Surface Mountains Map. <3

We arrive at a similar width (10.5 µm), but a much lower maximum height (depth) of 0.38 µm. So, without question we can answer a lemma put up at the beginning of this post: galvanic bound grinding stones do not become finer over time. But because the grains flatten out, their actual depth of cut and the grooves they are creating are more shallow and smoother.
Let’s take a look at the surface metrology data we can extract. For this, I’ve extracted an area of the scan, leaving out the very fine apex of the blade, as we have some measurement artefacts on this one (“batwings”, basically diffraction light at a sharp and burry edge). For those of you working in the manufacturing world, feast your eyes on the ISO 25178 parameter table. This is how you state roughness: clear identification of the workflow, filters and parameter settings used, together with a coloured heat map of the surface recorded.

Surface heatmap and ISO 25178 roughness (S-L) parameters of the edge ground with the new TSPROF Blitz F1000 stone.
Now, what can we extract from this? The quadratic surface roughness Sq is a super fine parameter to evaluate surface roughness, as it is also the “power” of a surface, and therefore directly proportional to how shiny you experience this. We’ve achieved a value of 0.28 µm here, which is about what I would expect from this grit of galvanic stone. The kurtosis (Sku) is around 3, which is where “sharper” profiles start. This means the surface is more of a zig-zag instead of a well rounded sine profile.
We have a low material ratio Smr (17%), so that means only a fraction of our surface is found at the top 1 µm of our height data. If this was a bearing surface (and during a cut it is!) it would have very few spots it would actually have contact with. The auto-correlation length Sal is the dominant spatial structure – here we can see that the fine scratches we see at a direction of 144° to the x-axis of our recording (compare parameter Std, texture direction) are spaced at 1.35 µm.

Surface heatmap and ISO 25178 roughness (S-L) parameters of the edge ground with the used TSPROF Blitz F1000 stone.
Comparing the used surface with the one above, we can see a significant improvement of the surface roughness Sq at 0.22 µm (27% lower), a much higher kurtosis (Sku, 4.45 µm). The material ratio Smr is also crazy high – 79% definitely point towards a “flattened”, e.g. burnished surface. The auto correlation length Sal didn’t really change, as did the texture direction (153° compared to 144°).
So, that’s it folks. I think this shows that galvanic stones do not become “finer” over time. Surface finish improves, as the grains are flattened, outlier grains are torn out or shattered, and a burnishing process begins. The shape of the blade seems to deteriorate – at least with my skill of sharpening and on a TSPROF K03.