This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s stone is the “sister” one to the one review in part 10. It’s from the Ukrainian company „PT.tools“ (also known as PDT or Poltava), which are a manufacturer of abrasive tools. It uses a bronze bond, and the grit chosen (2.5 µm) is perfect for polishing, according to the manufacturer. This is a rare CBN superabrasive stone.
Maybe a quick detour on the nature of CBN:
Diamond, as a super-abrasive is used because it’s the hardest material we can manufacture in large quantities. It’s super hard, but suffers from one major issue: it’s the meta-stable configuration of carbon, and not only is it susceptible to high temperature graphitisation, it also experiences chemical wear in a number of materials, first and foremost in steel.
It has the same crystal latice structure as diamond. But what’s that structure?The crystal structure is called fcc = face centered cubic, a cube with atoms on the corners and faces of the cube.
A representation of the fcc crystal lattice.
For the “diamond” or CBN structure, two of these lattices are intersected into each other, at a shift of 1/4 of the lattice cell:
“diamond” lattice structure, which is two identical fcc cells intersected at 1/4 of the lattice.
Moreover, CBN has the same bond between the atoms as diamond – a so called “sp3” orbital. This is a very strong chemical bond. The amazing hardness of CBN and diamond stem from this bond mechanic, the interatomic distance and crystal structure. While diamond clocks in at 10000 HV in the hard direction, CBN is more around 4500-5000 HV. But unlike diamond, CBN experiences no chemical wear when machining steel, which made it the abrasive of choice in commercial, precision CNC grinding of hard steels. CBN generally is more expensive by weight than the same amount and grade of diamond abrasive.
Optical micrographs of the PT CBN 2.5 µm stone. Instrument: Leica Emspira.
The stone is virtually indistinguishable to the naked eye from the previously reviewed diamond stone of the same grit. The stone is very firm, showing a dark grey colour, that slightly reflects reddish/bronze coloured when the light hits it. Under the microscope, a very even structure is visible. Individual grits are near impossible to make out, because the bronze binder is so reflective.
Let’s take a look under the scanning electron microscope!
SEM micrographs of the PTD CBN 2.5 µm. Instrument: Zeiss GeminiSEM560.
Even at 2kx magnification, it’s hard to make out the CBN. The stone is dominated by large SiC particles and the metallic bond. But fear not, avid reader, I’ve zoomed in far and found a CBN grain for you:
There you have it! A sole grain in specification of the size stated by the manufacturer, and quite a bit of smaller debris, likely from the dressing of the stone. Around the grain, some cracking is visible. Even though it is nearly fully embedded, no good wetting (covering of the metal matrix) is achieved, giving it a loose appearance. EDS analysis reveals a couple more grains, but the bond is dominated by SiC embedded into it. The SiC particles are about one order of magnitude larger than the CBN abrasives.
EDS analysis of the PTD CBN 2.5 µm. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Zooming in a bit further, the CBN really becomes visible:
EDS analysis of the PTD CBN 2.5 µm. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
The surface height maps are very similar to the diamond stone with the same matrix:
Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The ISO 25178 parameters show a slightly coarser and rougher surface than on the diamond stone. I would consider this to be larger than within the process variation of a commercial flat grinding process.
ISO 25178 parameters of the PTD CBN 2.5 µm.
In order to evaluate the sharpening performance and material removal mode of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the blade finished with the PTD CBN 2.5µm. Deep, regular scratches are visible that were created by the stone, but also fine, smearing of the material. The apex is completely dulled. At least there is no burr 🙂
The surface finish left by this stone was abhorrent. After just 2 passes, the whole surface turned matte and super dull, with lots of visible scratches. The SEM pictures show this very clearly. It is even worse than the similar sized diamond stone. The blade tested to a value of >300 BESS.
The verdict for this stone is very similar to the equally sized diamond stone with copper bond. At this concentration, with these many large SiC particles, this isn’t a very good stone. I don’t believe that copper-bronze metal bonds at this particle size are very suitable for non-CNC based sharpening. At larger grain sizes, and with a large increase in grain density, I could see this as a fantastic, very tough, long lasting sharpening stone.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a „this is the max value this stone can achieve“. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s a very short, SEM heavy study. After taking a closer look at the Stroppy Stuff in Part 8 – leather and stropping compound (1 micron), I ordered some more. Let’s take a look at the 0.5 µm and 0.25 µm suspensions, which are very fine ones.
Stroppy Stuff 0.5 µm Emulsion
SEM micrographs of the 0.5 µm Stroppy Stuff Diamond Emulsion. Instrument: Zeiss GeminiSEM 560.
This was once again 1 drop of the emulsion, dried on a silicon wafer piece. The statement “high concentration” definitely holds true here – this is a surprising and high amount of leftover diamond grains! The grain is angular, and the distribution looks to be on the upper side of 0.5 µm – just like with the 1 µm Stroppy Stuff, particle size is constantly over the stated size, but in itself relatively homogenous. It is definitely much smaller on average than the 1 µm suspension – which is pretty much the only thing that is important. Absolute particle size doesn’t really matter, as long as you stay within one manfacturer’s system.
SEM micrographs of the 0.5 µm Stroppy Stuff Diamond Emulsion with some measured grains. Instrument: Zeiss GeminiSEM 560.
Stroppy Stuff 0.25 µm Emulsion
Because of the smaller size, the following gallery also contains some higher magnifications. In the overview at 2kx magnification, some outliers are visible. The emulsion was applied and dried in a laminar flow box, so I would imagine these larger particles were already in it.
SEM micrographs of the 0.25 µm Stroppy Stuff Diamond Emulsion. Instrument: Zeiss GeminiSEM 560.
The grain distribution appears to be, once again, on the larger side, but also, once again, smaller than the 0.5 µm compound. Overall, this is about what I would expect of a high quality 0.25-0.75 µm mix. The grains are monocrystalline and angular in their appearance, which makes them more aggressive than blocky grains in their material removal. I would consider this a very fine compound. Like all other Stroppy Stuff emulsions, after drying, no smearing film is left on the leather.
SEM micrographs of the 0.25 µm Stroppy Stuff Diamond Emulsion with some measured grains. Instrument: Zeiss GeminiSEM 560.
I have an ongoing blog segment where I study sharpening stones. It’s typically commercially available stones, and the focus is to show what the stone looks like microscopically, what it consists of and how the surface generated relates to the stone. Each of those segments contains a sharpened blade, where pictures of the edge are taken in the SEM (and starting from segment 13ish onwards, also optical micrographs). I’ve had quite a few questions on how I prepare /sharpen the blade, so I’ve decided to put my method down.
Disclaimer: I do know, that this will not operate every sharpening stone at it’s maximum performance, as it would require adapting to the stones behaviour.
I’ve decided to go for a standardised approach, as my goal is to explore the abrasive behaviour, and not proof what a skilled sharpener (or not) I am. If I were to adapt every stone, the result and surface morphology would likely improve – but a comparison would still not be possible, as I wouldn’t be equally skilled on all types of stones. Therefore, all stones are kind of treated “the same”, and I look at quality parameters such as scratches, pressure induced cracking, blunting, burr formation and prows. I specifically do not take pictures of the apex width, even though our fantastic GeminiSEM560 could actually record those, having a verified sub nanometre resolution.
Steel Blank
The steel used is Boehler M398 Microclean, a high tech powder metallurgical steel. The nominal composition of this steel is:
2.70 % Carbon 0.50 % Si 0.50 Mn 20.00% Cr 1.00 % Mo 7.20 % V 0.70 % W
SEM backscatter pictures of the carbide distribution and morphology of a prepared steel blank in M398.
EDS analysis, identifying the small, very dark carbides as Vanadium carbides, and the larger, mid-grey coloured ones as Chromium carbides.
The blanks I used are heat treated by Roman Kasé in Switzerland. Roman has become a good friend and trusted mentor in all things sharpness, and he is known as the Master of heat treatments. His approach is very scientific, detail oriented. The heat treatment includes multiple cryo treatments, and the steel was measured at 65 HRC hardness.
Edge Preparation
The steel blank is thinned out on a high precision 5X CNC machine, a Kern Micro HD. I use japanese high quality tools to mill away about 1 mm on every side. The regime I am milling in is called high speed cutting, where the majority of the cutting heat is generated in the chip, and the part is cool to the touch immediately after milling. As long as there is a certain thickness, this is a fantastic preparation method which doesn’t affect the heat treatment. Afterwards, the blank is thinned and a cutting edge is created at 17 DPS via wet grinding on my Tormek T8. I use a 400 grit, 1000 grit CBN wheel. The water is changed between every stone, and the grinding process is kept VERY wet. Talk about flooding my kitchen! 🙂
The prepared blade blanks after milling.
Sharpening Procedure
I use a TSPROF K03 Pro to sharpen. The blade pieces are fixed in the dual clamp holder. The angle is set at 16.9 DPS for roughing, and then ground with 120, 80, 60, 40, 20 and 10 µm resin bond stones. The stones I am using are my own design – DrMarv’s Scientific Sharpening Stones! They feature an unheard of concentration, a chemical treatment to the diamond to increase bond strength, no fillers or additives in the resin, and every batch is QC inside the SEM for particle distribution, size distribution and overall quality.
SEM micrograph of a commercial diamond stone (Venev OSB) vs a DrMarv Scientific sharpening stone (right side). The bright particles are local charge ups of grains. Note the super high concentration, good particle size distribution and missing conglomeration.
The blade is ground wet (splashed stones) with water, and meticously cleaned of swarf between every stone change. The sharpening movement is about 20° off the perpendicularity of the blade, and alternated in direction (“lower left to upper right” vs “upper left to lower right”) between stones. Each stone is used until the grinding marks from the previous stone have completely disappeared.
At 20 and 10 µm, the angle is increased to 17 DPS (so that the edge is leading). All stones are used in a back-and-forth movement. The 10 µm stone finishes the blade, and the last 20 strokes per side are done towards the apex, alternating a 5-5-3-2 pattern.
Edge after the preparation with the 10 µm DrMarv stone. The scratches are 1-2 µm wide and < 1 µm deep.
Then, the edge is marked with a black marker, and the to-be-tested stone is adjusted to 17.0 DPS. The chamfer is then ground until the black marker is gone, and a homogenous surface appears. Then, the previous light pressure is relieved, and 20 strokes per side are applied at system weight pressure only. The strokes are applied towards the apex, alternating a 5-5-3-2 pattern, swivelling the mount in between.
The blade is then cleaned by wiping it across a wet microfibre towel (about 30 mm) once per side. Before analysis, only thermo-chemical cleaning happens: steam cleaning at 6 bars pressure (110°C, de-ionised water) followed by an ultrasonic bath rinse in acetone, isopropyl alcohol, ethanol alcohol, ultra-pure water and then blow dried with compressed ultra pure (99.997%) nitrogen gas.
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s stone is a novel one for this blog. It’s from the Ukrainian company “PT.tools” (also known as PDT or Poltava), which are a manufacturer of abrasive tools. It uses a bronze bond, and the grit chosen (3/2 µm) is perfect for polishing, according to the manufacturer.
Let’s take a look under the microscope!
Optical micrograph of the PTD diamond 3/2 µm. Instrument: Leica Emspira.
The stone is very firm, showing a dark grey colour, that slightly reflects reddish/bronze coloured when the light hits it. Under the microscope, a very even structure is visible. Individual grits are near impossible to make out, because the bronze binder is so reflective.
For a better look, I’ve put the stone into our ultra high resolution scanning electron microscope.
SEM micrographs of the PTD Diamond 3/2 µm. Instrument: Zeiss GeminiSEM560.
The bond is very typical of a dense, highly sintered bronze bond. At the topmost surface, some plastic deformation of the matrix is visible, in deeper recesses some porosity from sintering, but generally speaking this is one dense bond! I typically encounter such tools in my dayjob for precision grinding of glass. The super low concentration of the abrasive also highlights this.
EDS analysis confirms what the manufacturer stats -small diamond grains in a bronze binder. The larger particles visible appear to be Silicon carbide, I’d guess embedded from the dressing process?
EDS analysis of the PTD Diamond 3/2. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Under the focus variation confocal microscope, a relatively smooth surface, dominated by the metal binder and dressing process is visible. This stone will likely create an immense amount of cutting pressure.
Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The surface parameters do mirror this finding – a smooth stone with a relatively low surface roughness, and generally dense material ratio (Sdc).
ISO 25178 parameters of the PTD Diamond 3/2 µm.
In order to evaluate the sharpening performance of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.
SEM micrographs of the blade finished with the PTD Diamond 3/2 µm. Deep, regular scratches are visible that were created by the stone.
The sharpening result of this stone was abhorrent. My regular preparation with my own, DrMarv Scientific Sharpening stones leaves a near mirror finish, with a super high gloss at 10 µm. Only by varying the light, some very, very fine scratches can be made out. With the PTD stone, even after just 2 passes, the whole surface turned matte and super dull, with lots of visible scratches. The SEM pictures show this very clearly – with carbide matrix fractures near the apex, and prow formation. The blade tested to a value of 201 BESS. It barely did shave, but was easily felt that it’s more tearing and less cutting.
I’m unsure what the issue is here. I would guess that the low concentration and embedded larger SiC particles, combined with the very hard binder mar the surface of the blade. From my professional day job, dressing such a bond is very difficult, requires a quick dressing spindle and low engagement. Nothing that is done easily or cheaply. While grinding with such bonds and concentrations on a milling machine, immense cutting pressure and heat is generated. I wonder why it is made with such a fine grain. If the concentration was bumped by a factor of 10, and large grits were used, it would likely be a fantastic, very long lasting sharpening stone, if the manufacturer was able to integrate some self sharpening properties.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a “this is the max value this stone can achieve”. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s stone is a very famous, well known brand. Naniwa is a Japanese brand, that has been making sharpening stones for over 60 years. Their homepage says they deal in all things abrasive. I like that! The stone I have bought is from the chosera line, with 5000 grit. It is, according to diverse homepages, an alumina-oxide stone with a magnesia binder. Let’s take a closer look:
Optical micrograph of the Naniwa chosera 5000. Instrument: Leica Emspira.
It has some marbeling to it, with a fine and smooth surface. Zooming in, individual particles and grains become visible. For a closer look, as usual, we take a look in the SEM!
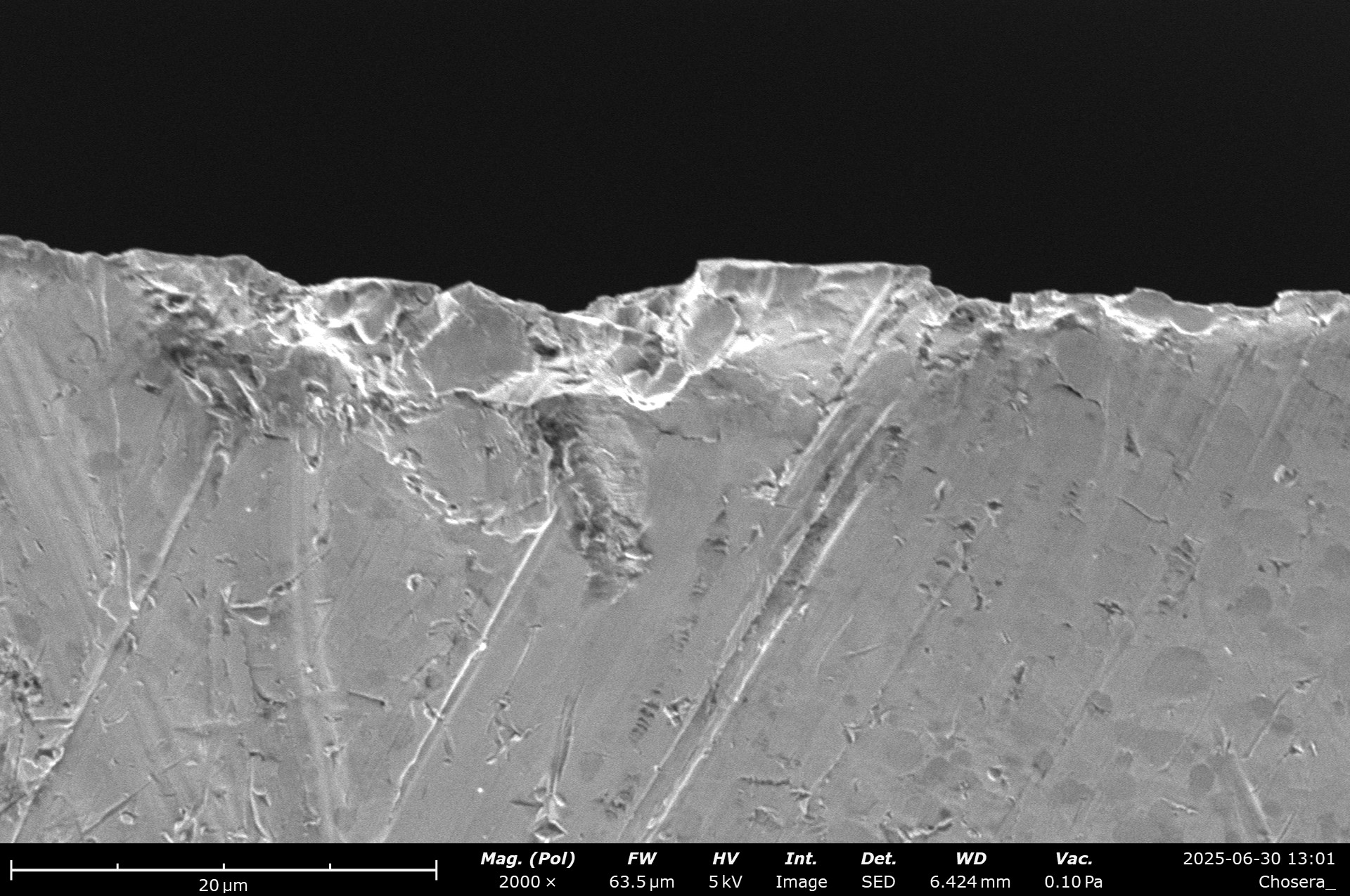
SEM micrographs of the Naniwa Chosera 5000 stone. Instrument: Zeiss GeminiSEM560.
At low magnifications, the stone appears to have a smooth cover above the abrasive grit, covering about 80% of the surface. Zooming in further, one starts to identify cubic, small abrasive grits, but also that the covering “film” actually consists out of an uncountable amount of sub-µm particles, that are slightly rounded and longish. This is an interesting stone! To identify this, we will employ EDS analysis – check out this segment of the blog to understand the SEM metrology better. I mentioned before, that things get… tight once you employ the full suit of sensors. Because this stone is non-conductive, but we need a lot of acceleration voltage to get a reliable EDS reading, I’ve employed our low vacuum mode. With the aid of a small orfice, it is possible to increase the chamber pressure, but leave all sensors functional. For this, a diode-type BSD sensor with the small aperture is inserted pneumatically into the chamber. The EDS sensor meanwhile is shaped like a pen, coming in from the other side. To show you how unbelievably tight and confusing everything gets, I snapped you a shot of the chamberscope:
View from the chamberscope. The stone is visible diagonally from lower left to upper right. The EDS sensor is the pen shaped object coming from the right upper corner. The low-vacuum aperture sits below the pyramidal pole piece, and has been inserted from the left side of the picture. Instrument: Zeiss GeminiSEM560.
The EDS analysis reveals the chemical composition:
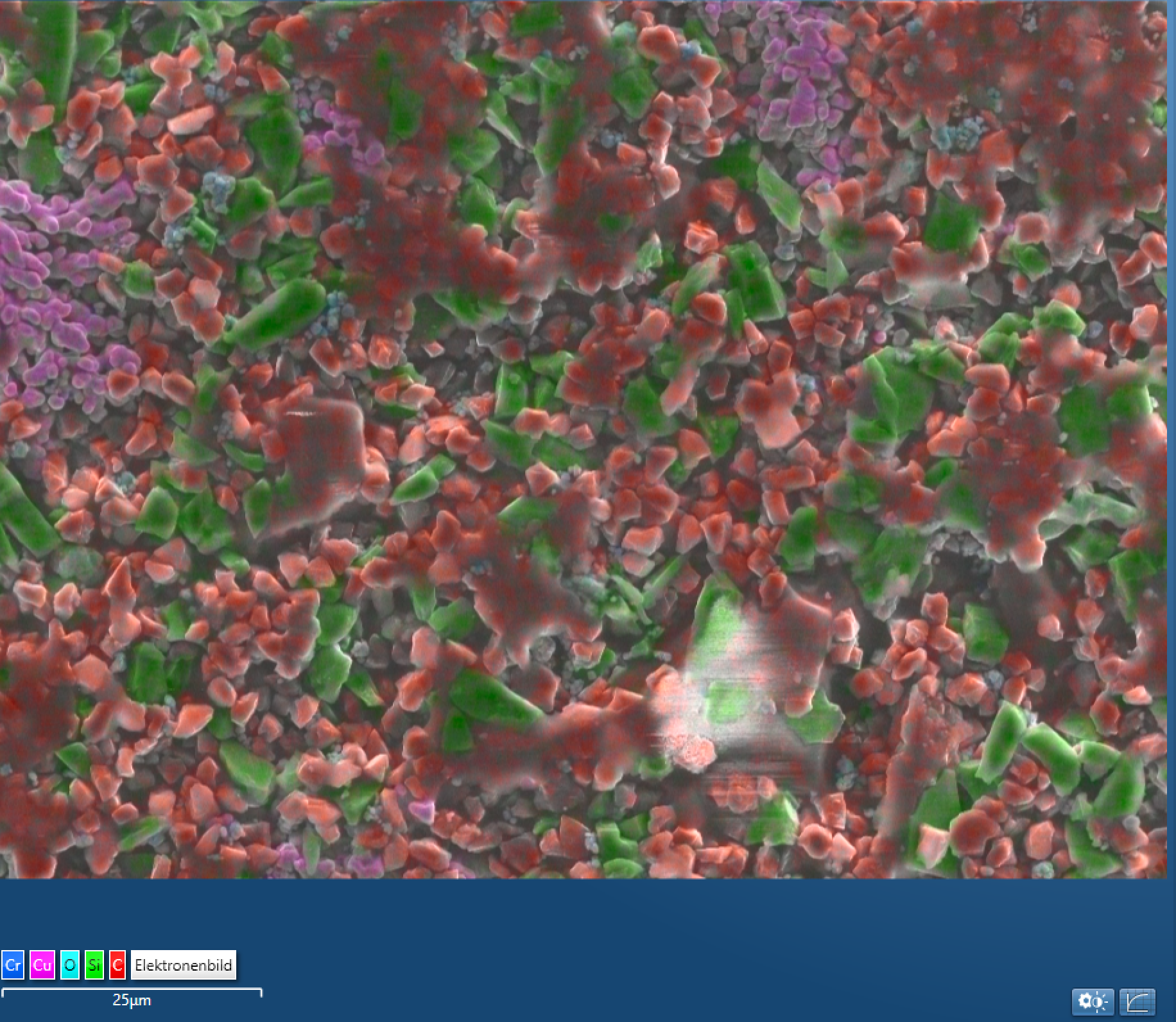
EDS analysis of the Naniwa Chosera 5000. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
There’s a fascinating mix of chemical elements up there. The old truth “you can find the whole periodic table in ceramics” hold’s especially true. Very interesting is the large particle, with flaky composition. Let’s zoom in a bit more on that one:
SEM micrograph of a flaky particle, found in the Naniwa Chosera 5000 stone. Instrument: Zeiss GeminiSEM 560.
Elemental analysis of the flaky particle. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
This is really fascinating! we can pick out what we expected – Mg, O, Al, but also massive amounts of silicon. This is the moment where I am really happy, I haven’t spend more time studying minerals, because I don’t even want to imagine what this could be. Nevertheless, I went on a literature deep dive for you folks. There’s a couple of possibilities this could be – a paper I found had something similar to the flakes we are seeing, but was writen by geologists1. They stated that the flakes they are seeing could either be: Anortit – CaAl2Si2O8; Albit – NaAlSi3O8; and Paligorskit – (Mg,Al)5(Si, Al)8O20(OH)28H2O. The nice thing about geology is, pretty much every mineral has decent SEM pictures online. Albit2 has a matching appearance3, but the excited reader might now ask, where is our Sodium (Na) at this point? Well, it’s pretty exchangeable with Calcium (Ca), which we found in our spectrum. I have no idea what this is called, and I am quite unsure at this point what we found. Structure wise, it should be a triclin crystal latice, and it consists out of the chemical elements Si, Mg, O, Ca. If anyone has studied geology and wants to supply the solution here, reach out. If not, I now declare this to be something like Albit. It doesn’t really matter – it just shows they sinter these stones at quite the high temperature, and there’s cool structures hidden in the microcosmos! All of these oxides are of similar hardness – quite a bit harder than steel, not much harder than carbides.
Let’s take a look at the surface composition!
Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
It’s a smooth stone, without a large amount of bearing surface. Roughness is not exceptionally smooth, but there are also no super deep recesses. This is a finely made stone, and if you scratch along the surface with your fingernail, there’s nothing catching it. The feedback, because of the relatively rough surface is noticeable. This stone doesn’t glitch over your knife edge.
ISO 25178 parameters of the Naniwa Chosera 5000 stone.
In order to evaluate the sharpening performance of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus. The stone was only splashed with water, not soaked (in accordance with the website I bought it from).
SEM micrographs of the blade finished with the Naniwa Chosera. A slight cross hatch pattern is visible, which stems from me changing hands during the sharpening. The edge is burnished at some parts, whereas other parts show fractures. Overall, the appearance diminished a bit compared to the 10 µm resin stone.
The edge shows no burr, but some cracking near the carbides, brittle failure of the edge and larger scratches are visible. I think the stone struggled a lot with the very hard (65 HRC!) high carbide steel, but also the fact that on a guided system, you can only splash it with water – it doesn’t build up a slurry. Seriously? I think this might be a fantastic stone for freehand sharpening and lower hardness steels. On this guided system, with the minimum amount of water I was able to apply, I am not a super large fan. A BESS reading I took showed a score of 153.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a “this is the max value this stone can achieve”. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.
I will try to revisit this stone in the future with a softer steel.
References:
Paper: Cvetković, Vesna & Purenović, M.M. & Jovićević, Jovan. (2006). Change of water electrochemical characteristics in contact with magnesium enriched kaolinite-bentonite catalyst substrate. CHISA 2006 – 17th International Congress of Chemical and Process Engineering. ↩︎
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today we’re going to take a look at 3 different leathers, and what is considered the world’s finest stropping compound – Stroppy Stuff, in the 1 micron size.
The idea behind stropping is to refine a cutting edge. With sharpening stones, what you are doing is mostly grinding – your cutting abrasive is fixed in place. With stropping, your cutting abrasive (the compound) is able to move around, but preloaded with force – this would be considered lapping in the engineering world.
The leather I have here is a very flesh, cheap bovine leather (sold by Schleifjunkies, a German reseller of sharpening equipment), and a thin, high end Kangaroo leather. Because I find it hard to spell, we’re going to call it Mow-leather respectively Roo-leather for the rest of the blog. The mow-leather we’re going to look at two sides, the flesh and the grain side. Because I have very little clue about which is which, I asked Max from Stroppy Stuff to identify it for me, and Lars, a sharpening ninja from Canada helped me.
Let’s take a look at the leather under the microscope!
Optical micrograph of the Roo-leather. Notice the fine grain and marmoration. Scale bar is visible in the lower right of each picture. Instrument: Leica Emspira.
The Roo-Leather is very fine and thin. It flexes just barely, and has a nice, fine composition. Leather is mostly collagen fibres, which are heavily artificed via chemical processing. A good introduction to this is chapter 3 in the book “Chemical Testing of Textiles” by Q. Fan, published by Elsevier in 2005.
Next, we’re going to take a look at the Mow-leather, the flesh side:
Optical micrograph of the Mow-leather, flesh side. Notice the coarser overall structure, and black particles.
It is coarser than the Roo-leather. The German reseller of this piece of leather likes to produce large, soft, junky pieces. They give a lot, so extra care needs to be taken to not push down with the edge, or convexing will inevitably happen.
Lastly, let’s take a look at the grain side of the Mow-leather:
Optical micrograph of the Mow-leather, grain side. Notice the coarser overall structure, and black particles.
It is coarser than the Roo-leather, but finer than the flesh side. The black sprinkles are more visible here.
Typically, leather is treated with stropping compound to raise the abrasive effect. Widely considered the best compound is stroppy stuff – it’s ultra high concentration (we will later see that this is true in our SEM analysis!), finely dispersed (also true!) and it is a compound that doesn’t leave you with a slimy film after it dries. I think that property alone is worth it.
SEM micrographs of the grain side of the Schleifjunkies leather. Note the density & large prismatic particles. Instrument: Zeiss GeminiSEM560.
The grain side of the schleifjunkies leather shows large, flat areas, intermixed with fibrous sections. In the fibrous sections, there are prismatic particles. These can be identified via EDS as calcium oxide, a chemical which is often used for treating leather. Funnily enough, some of these are a perfect representation of the crystal structure of CaO, compare the wikipedia article for a picture of that.
EDS analysis of the leather and the particles. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Let’s take a look at the flesh side, as it’s not sanded:
SEM micrographs of the flesh side of the Schleifjunkies leather. Note the density & large prismatic particles. Instrument: Zeiss GeminiSEM560.
This side is much coarser, with thick fibres. and large particles embedded in it. This is probably the black particles visible in the optical micrographs. I’d guess that this is SiC from the grinding processing of the leather during manufacturing.
Let’s take a look at the Roo-leather. It’s supposed to be a much better stropping base.
SEM micrographs of the Roo-leather. Note the overall thicker fibres. Instrument: Zeiss GeminiSEM 560.
I’m quite surprised. instead of many small fibres, we have larger fibres, and a stacked, layered build up. Really cool! This explains why it’s so soft and yet so strong.
SEM micrographs of the Roo-leather, treated with 1 micron diamond compound. Note the small diamond particles. Instrument: Zeiss GeminiSEM 560.
The distribution in the flat areas is superb. Near protrusions, we find a bit higher density. In voids, there is very little particles visible. I think his method is spot on – this is a very nice result for a mechanical distribution, if one aims for a monolayer (like one does in stropping). As the voids will not have contact with the knife edge, I do not see any deteriorate effect when the abrasive is missing here.
I was curious to see the grain shape and size distribution of the stroppy stuff diamond emulsion, but also the concentration. For this, I placed a single drop of emulsion on a 5×5 mm silicone wafer. The emulsion was then evaporated inside a vacuum chamber (0.93×10-3 bar).
SEM micrograph of the dried stroppy stuff emulsion. We are left with a thin layer of hydrocarbons on the silicon wafer, and the actual grains. Instrument: Zeiss GeminiSEM560.
This is actually a really nice concentration. I did not expect this many diamonds! Cool. The diamonds are more angular than blocky, which makes them sharper. Size distribution is pretty good, with about a single digit percentage of outliers. All of them appear to be slightly oversized. I work professionally a lot with diamond powder, this is not really surprising to me at these powder sizes. I’d say this is a high quality raw diamond material, that only with lab grade diamond powder could be improved – but that would probably tripple the cost of the emulsion.
I wanted to quickly check whether every particle is really diamond, or if there are foreign particles. But also, whether the emulsion or colour in this one left any residue that we would not want on our knife. For this, we will use EDS again.
EDS analysis of the dried stroppy stuff 1 micron emulsion. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
No foreign particles or anything besides the Carbon, some oxygen (which is probably the contamination film) and the silicon wafer are detectable. This is pure goodness, and it explains why no smearing film is left after drying. Nice job!
I’ve a couple of points to make I noticed during the analysis of the materials.
First, the leather does not contain silicates. None. I was not able to find a single scientific source that identified silicates in the leather. Silicates are excessively used to alter the leather, make it softer, more supple and grind it. But as far as I can tell, leather contains no natural silicates. Instead, it is mostly amino acids in the form of collagen fibres. Raman laser spectroscopy supports this. (Source: Bienkiewicz, 1983 “Physical Chemistry of Leather Making”, Krieger Publishing)
Second: I prepared the stroppy emulsion on the leather in a well ventilated room. The rest of my roo-leather was lying on a second table in this room. Still, we can find diamond particles on it:
SEM micrograph, focusing on some diamond particle contamination on the “untreated” Roo-leather. Instrument: Zeiss GeminiSEM560.
I think it is absolutely imperative, to keep your strops VERY separate and clean. If you have a bunch of these lying on top of each other, you are very likely introducing scratches into your sharpening.
Third: Leather is a natural material. There seem to be massive differences in quality, and sourcing good leather also appears to be a major task.
This is part of an ongoing blog series about metrology. It explains physics, principles and use cases of modern metrology devices.
TL;DR: Explains how a SEM works. Deep dive into the electron-beam interaction, showing how every sensor gives a different picture and what they could be used for. Lot’s of solid state physics, but in the fun “look at how amazing nature is” way, not in the “equations of horror and despair” way.This should be a fun read and easily understandable, even if you haven’t thought about physics since school.
From the amount of scanning electron microscope (SEM) pictures in this blog, you can guess that I’m a huge fan and heavy user of these wonderful devices.
Brief historical overview& resolution limit
The basic idea behind a SEM is the Abbe diffraction limit of resolution. Ernst Abbe was a pretty cool dude – he lived in Germany during the late 19th century. He defined the foundations of modern optics, had a very impressive beard and is credited with owning Carl Zeiss for some time and the creation of Schott AG. In precision engineering, he has had a lasting impact, mostly for his definition of Abbe Error Compliance (Measurement device in axis of movement is more precise than parallel to axis), but also the Abbe diffraction limit.
It basically states, that the minimum resolvable feature size d is a function of the wavelength of your radiation λ divided by 2 times the index of refraction of the immersed medium n (for example air) times the half-angle subtended by the objective lens θ. The numerical aperture NA describes the resolving power of a objective lens, and is the product of n * sin θ. Thus we have for our system resolution:
d = λ / 2 NA
If you have air between your objective lens and sample, NA can only ever be below 1. Very high quality, large magnification objective lenses can for example have 100x/NA 0.95, coming very close to this theoretical limit. This means, at absolute best, our smallest, resolvable feature is about half the wavelength of the radiation. If you have a nice, confocal microscope, your system might use a green LED at 532 nm, thus your systems resolving resolution is in the range of 0.25 µm. There’s a couple of techniques to get around this limitation, but with visible radiation, you are not going to get massive improvements in lateral resolution. But: the wavelength of radiation is inversely proportional to the energy of the radiation:
E = h*f and: λ = c/f
Visible light typically has an energy of 0.5 – 3 eV, a WLAN signal about 5 µeV. X-Rays start somewhere around 1 keV, and most SEM have their resolution sweet spot at 15-30 keV. Modern tunneling electron microscopes TEM are in the range of 200-300 keV. Sadly, we do not have a TEM at Kern Microtechnik GmbH. *chicken scratches one onto the “Dr.Marv purchase wishlist”*
Now, the actual resolution of a SEM isn’t as close to the theoretical limit as optical microscopy has, because it is surprisingly difficult to compensate all beam and lens (magnetic field) errors. Aberration error correction is something that is only now really hitting the market.
Nevertheless, even a small, entry level desktop SEM like our Thermo Fischer PhenomXL spots a datasheet resolution of smaller than 10 nanometre. Typically, this is achieved as the distance between gold nanoparticles on carbon. Very conductive, maximum elemental contrast and clearly defined boundary edges. It goes without saying, that this is the easiest possible image for a SEM!
SEM micrograph of a very dirty, hydrocarbon contaminated resolution test object. What you see is gold nanoparticles on carbon, at a very high magnification (500kX) and very low accelerating voltage (1 keV). Analysis has shown that our instrument is within specification, even here: 0.7 nm @1keV. Taken with the magnificent Zeiss GeminiSEM560.
At lower energy, the electrons are also much slower, thus experiencing more extraneous influences such as magnetic stray fields or vibrations from body or acoustic noise. A high resolution SEM will have sub 1 nanometre resolution over the entire energy range.
General working principle of a SEM
We have defined that instead of using a beam of visible light, an electron microscope uses a beam of electrons to look at matter. At minimum, an electron microscope consists out of an electron source, some condenser, scanning and focusing “lenses” (which are actually coils with a magnetic field), an aperture, a vacuum chamber with the sample as well as a sensor to detect the signal.
Below is a schematic view of the column design of our ultra high resolution, Zeiss GeminiSEM560.
Schematic cross section of a high resolution SEM column. Pictured detector is a SE2 Everhart Thornley type.
At the electron source, electrons are generated. There’s two typical ways: thermionic emitters, where either a tungsten or a LaB6 filament is heated until free electrons are emitted. The second option is a field emission gun (FEG), where a small filament is heated, but the electrons are removed via a strong electric field. FEG are typically more stable, have less noise and a narrower energy spread. They are more expensive and set higher requirements to the vacuum system.
The electron beam is then accelerated via an electric potential, and then shaped and focused via condenser lenses. The beam current is regulated via an aperture orifice. The beam is then focused and scanned across the sample in a regular pattern via the objective lens. This scanning is not a continuous process, but instead the beam dwells for a short amount of time at every “pixel” position. A detector simply counts the signal emission at every point, thus creating a black and white picture from the sample – electron beam interaction.
It is a very basic principle, but the interaction of the beam and the sample is very complex, and many sensors exist to detect different types of signals. What is really nice about this scanning and way of detecting a picture compared to having a high resolution sensor with many pixels is that all sensors have the same focus point – so you can typically seamlessly switch between sensors and don’t have to refocus.
Electron – Matter – Interaction
In order to understand the different pictures and data created from a SEM, we need to take a quick detour towards high-energy electron beam interaction with matter. When matter is hit with fast electrons (the primary electrons, PE), a couple of possible interactions can happen. The below schematic shows the 4 dominant types, mainly back-scatter electrons (BSE), secondary electrons (SE, type 1 and 2) and x-ray emission (hv). The interaction volume depends on beam energy, but is typically in the range of < 10 nm for SE1, 1-50 nm for SE2, 50-1000 nm for BSE and 1-10 µm for hv. Because of scattering, the interaction volume is shaped a bit like a pear.
Schematic beam interaction with matter. The 4 main emitted signals are shown: BSE, SE1, SE2 and hv.
The interaction volume depends on beam energy, but is typically in the range of < 10 nm for SE1, 1-50 nm for SE2, 50-1000 nm for BSE and 1-10 µm for hv. Because of scattering, the interaction volume is shaped a bit like a pear. To show this interaction, I’ve prepared a small Monte-Carlo scattering simulation highlight this interaction volume, and how deep the different species might reach. This is for a high energy beam in a light material.
Interaction volume of high energy electrons in a light material. SE are highlighted in green.
We will have to dig a bit deeper into the creation of each of these, but also how they change the picture and what data and conclusions we can draw from them. For this, I’ve put a very used, nearly broken carbide end mill into the SEM.
First/left picture: The used endmill, before being inserted into the SEM chamber. Second/Right picture: the inside of the chamber, with the visible polshoe, SE2 detector and illuminated chamberscope. A couple more complex sensors are visible in the background.
After pumping the chamber empty of air, activating the SE2 sensor and focusing, we can generate an overview image of the tool. Because the SEM flares the field at the objective lens, we get a much larger FOV, but heavy distortions. This is mostly useful for navigating and finding a feature (or even: where the heck am I currently!).
SE2 overview picture of the inserted endmill. Instrument: Zeiss GeminiSEM560
Secondary Electrons
Sometimes, when the incident electrons interact with an atom, they do so through inelastic scattering with the shell electrons. This ionises the electron, via ejecting a shell electron, the so called secondary electron. If it’s the primary electron, these SE are called SE1, and are very surface sensitive and detected via a SE detector inside the electron column. If it’s created by backscatter electrons ionising the atoms, they are called SE2 and are detected via an in-chamber detector. These are very sensitive to topography, so the resulting picture is a good representation of the shape and surface of the sample. Because they are created by BSE, the interaction volume is a bit deeper, and the signal can’t resolve very fine surface detail. This sensor is very susceptible to static charge up on the sample.
Schematic depiction of the SE creation process. Note that the incident species can also be BSE, and not only SE.
The SE2 sensor is very fast in it’s readout speed, and typically, especially at longer working distances (distance between the pole piece and the sample) exhibits a strong signal. If the sample is non-conductive, this is my first choice in focusing the picture and for navigating. Because it is at an angle inside the chamber, the sensor gives a very good depth representation of the sample. Pictures look plastic and 3 dimensional.
SEM micrograph of the cutting edge. Signal A = sensor used, in this case the chamber SE2 type. The picture has depth, and nicely shows the morphology of the grinding marks, the coating and particles on the tool.
Switching to the InLens SE1 detector, the picture changes in it’s appearance:
SEM micrograph of the cutting edge. Signal A = sensor used, in this case the InLens SE1 type. The picture has lost some depth, but gained some detail on the surface structure. Besides the grinding marks, the micro-roughness of the coating is now visible.
Because this sensor has a very small interaction volume, it shows fine surface details. Whereas the SE2 sensor mostly showed the grinding path along the tool cutting edge, this sensor shows the micro roughness of the coating, and highlights different sections of the build up edge through finer detail. At the same time, some depth perception is lost, resulting in a flatter picture.
Back Scatter Electrons
Back scatter electrons are created from elastic scattering (reflection) with the nucleus of the atoms. Because of this, the electrons have a lot of energy. The chance for elastic scattering depends on the mass of the nucleus, thus heavier elements give you a brighter signal. Therefore, the BSE signal gives you a material contrast.
Schematic depiction of the SE creation process. Note that the incident species is either the PE, or a lower energy already back scattered BSE.
The same cutting tool we looked at in the SEM can also be visualised with back scatter electrons. For this, our GeminiSEM560 is equipped with two different one: the ESB detector, that sits very high up in the column, and a retractable diode type 4 sector BSD sensor that can be fitted exactly below the pole piece.
Because we can always activate it, let’s start with the ESB detector picture. We can see that the image is flattened a lot – this sensor is not really picking up any topography.
In column ESB detector SEM micrograph of the cutting edge. Note the lighter coloured structures – these are heavier elements than the darker coloured structures.
This sensor is quite “slow”, in the sense of it not getting a lot of signal. The above picture took a bit over 4 minutes to record.
The SEM is fitted with a diode type, 4 sector BSE detector, that can be retracted and inserted via a pneumatic cylinder. Because it is sitting below the pole piece, it is much quicker, and still shows some surface structure.
Chamber BSD SEM micrograph of the cutting edge. The picture has very little depth, showing only a minimal amount of surface structures. The BUE material is clearly distinguishable, showing 2 different materials via the inherent BSD material contrast.
This sensor is much quicker, and shows some topographic details. A bit more depth perception than on the ESB sensor is given.
X-Ray creation (EDS – Energy dispersive x-ray spectroscopy)
The PE are able to create x-rays. I find this absolutely fascinating, and one of my favourite tools inside the SEM. When the PE interacts with the atomic shell, sometimes an electron is ejected (the SE). If this happens at a lower shell, a hole (missing electron spot) is created. Because most systems strive to lower their potential energy, a higher shell electron will then drop down. Because the new orbit has a lower radius, there is now some excess energy. Through this energy, just like Einstein foretold, a particle is created, specifically a x-ray photon. Because the distance between shells is dependent on the weight of the atomic core and it’s configuration (proton number), the energy difference is unique for every element.
Schematic description of the x-ray creation process. An incident electron creates a hole in an inner shell through inelastic scattering (a SE is ejected). A higher shell electron drops down to fill the hole (blue arrow), because of energy conversion the lower orbit energy results in the creation of a x-ray photon.
By recording lots of x-ray photons, and sorting them by their inherent energy, we can identify and map an elemental distribution over our picture. This process is called energy dispersive x-ray spectroscopy. It doesn’t tell you “This is REX 121 steel”, but instead after several minutes you can say “oh, we have about 12 % chromium in our sample. Maybe. I hope. Pinky promise!?”. This is the part where TV shows have ruined science for us scientists. But if done right, at correct readout sampling rates, high beam energy, you get fantastic results.
What can we see on our tool edge? First and foremost the coating material – Ti, Al, N, Cr, resulting from a ceramic high tech multi layer coating applied to most modern tools. Build up edge and particles from aluminum, some stuck carbon, places where the coating has failed and tungsten carbide is visible through the coating. Pretty nifty, eh?
EDS analysis of the tool edge.
The real expertise in EDS is looking at the data and then making judgement calls and drawing from experience and know how. We once found a particle we wanted to analyse, and it contained bromine. People were stumped, because which part of the machine contains bromine? In the end it was the base of our powder coating, and the particle we found at a place it shouldn’t be was the powder coating from the machine enclosure that had flaked off. We managed to nail that down, because the only reasonable expectation of where bromine could be used was exactly that. Comparing a fresh piece revealed identical chemical composition.
This is part of a series of posts about abrasives. This is mostly cool SEM pictures, but I find them interesting. It’s quite difficult to image small grains at large magnifications, so there’s very limited information and pictures online about them.
This post is about 3 different CBN abrasives. They are all nominally 8-12 µm sized. Curiously, they are different colours. Manufacturer: Ceratonia, Germany.
The first type is an amber coloured one. It’s blocky, and supposedly very nice lapping of steels or galvanic applications.
SEM micrographs of 8-12 µm CBN grains, amber coloured. Instrument: Zeiss GeminiSEM560.
The second time is a black one, supposedly self sharpening and ideal for super alloys and hardened steels.
SEM micrographs of 8-12 µm CBN grains, black coloured. Instrument: Zeiss GeminiSEM560.
The third type is a brownish coloured one. I managed to pour half of my sample over myself, nice work Dr.Marv. Monocrystalline and very hard.
SEM micrographs of 8-12 µm CBN grains, brownish coloured. Instrument: Zeiss GeminiSEM560.
This is part of a series of posts about abrasives. This is mostly cool SEM pictures, but I find them interesting. It’s quite difficult to image diamond at large magnifications, so there’s very limited information and pictures online about them.
This post is about very small diamond – nominal size is 0.25 µm, so 250 nm. This is already bordering on a nanoparticle, with all the difficulties that go along with this. Particles clump together like crazy, because weak surface forces such as van der waals forces are already larger than the mass of the particle. Sample preparation is a pain. And once you manage to prepare a nice monolayer on a very even substrate, diamond is non conductive, and very prone to charging effects. Luckily, the Zeiss GeminiSEM560 we have installed at Kern Microtechnik is an absolute champ at low voltage images.
Without further ado: 0.25 µm polycrystalline diamond.
SEM micrographs of 0.25 µm polycrystalline diamond. Sensor used is a SE1 InLens type. It shows very fine surface detail, but flattens the picture minimally. Low accelerating voltage and beam current with frame integration to reduce noise (about 100 frames / <1 sec frame time). At > 50kx magnification, beam deconvolution is used. Instrument: Zeiss GeminiSEM560
And the 0.25 µm monocrystalline diamond:
SEM micrographs of 0.25 µm monocrystalline diamond. Sensor used is a SE1 InLens type. It shows very fine surface detail, but flattens the picture minimally. Low accelerating voltage and beam current with frame integration to reduce noise (about 100 frames / <1 sec frame time). At > 50kx magnification, beam deconvolution is used. Instrument: Zeiss GeminiSEM560
This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes:
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Review Today’s sharpening Stone is a triplet of stones. These are from a German sharpening shop called “Schleifjunkies”. The stones are advertised under the name “resinbond”, and according to the manufacturer create high gloss and super sharp edges in minutes, not hours. Ok! Let’s take a closer look 🙂
The stones are well finished on the top surface, with a smooth, green surface. The side is raw and appears to be saw or maybe beam cut? They are actually glued down to the holder with some flexible foam tape, allowing for some flex between stone and aluminium holder:
Let’s take a look at each stone under the optical microscope.
Optical micrographs of the SJ Resinbond 6 µm stone. The scale bar is visible in the lower right corner. Instrument: Leica Emspira.
Quite a bit of colour is visible at higher magnifications. Green, translucent green (typically diamond), black, and some reddish-orange colour. I think this is going to be a very interesting stone to look at under the SEM.
Optical micrographs of the SJ Resinbond 3 µm stone. The scale bar is visible in the lower right corner. Instrument: Leica Emspira.
Optical micrographs of the SJ Resinbond 1 µm stone. The scale bar is visible in the lower right corner. Instrument: Leica Emspira.
The two finer stones show about the same colour – the translucent green particles do shrink in size though, most notably from 6 to 3 µm. I can’t really tell any difference in size on the other particles.
The stone was cleaned with IPA in an ultrasonic bath, rinsed and then blow-dried with compressed, ultra pure nitrogen gas before getting put into the SEM.
SEM Micrographs of the SJ resinbond 6 µm stone. Instrument: Zeiss GeminiSEM560.
The stone is a mix of 3 different, easily identifiable grains. There are larger, above 10 µm grains all across the surface, in a low conecntration. there is a higher concentration of smaller, blocky, fractured grains as well as a notable amount of rounded grains, that have some molten look to them. Between the grains, some areas are binder (matrix / resin) dense, whereas others are dense agglomerations of grains.
SEM Micrographs of the SJ resinbond 3 µm stone. Instrument: Zeiss GeminiSEM560.
The 3 micrometre stone shows the wide spread of grains, and also their diverse size:
There are some 10 µm sized grains, that are very long and narrow, interspersed with some more blocky, rounded grains that I suspect will be the diamond. On the upper left corner, one can make out the molten droplets in fine detail. These are also a bit lighter colour – typically a sign that they consist of a heavier element than the surroundings. I took a quick peak at the 1 micrometre stone, which looked nearly identical to the 3 micrometre one, but didn’t go through the trouble of recording the images, as I prefered to focus on finding out all it’s secrets – especially the 3 different grains that are visible! For this, I did energy dispersive x-ray spectroscopy (EDS) to create elemental composition maps over the SEM picture.
EDS analysis of the Schleifjunkies 3 micrometre resinbond stone. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
The EDS analysis brings some clarity to this! Let’s take a closer look at the elemental mapping ,and what we can deduce from this.
The stone has some large, blocky, molten looking red areas, which are carbon rich. This is the resin used to bond the particles together. The smaller, red grains are also mainly carbon – most definitely the diamond grain. SJ seems to have used a more blocky, smoother grain shape here.
THe green grains are silicon, but by comparing the carbon intensity map, we can see that they also consist of carbon. This is silicon carbide, at about 3 times the size of the diamond grains. Silicon carbide is quite hard (2400-3000 HV, depending on the type), which is why it is often used as an abrasive on it’s own. The use in resin bond stones is typically to make the bond harder. The purple grains are actually copper – which explains the reddish grain we could make out in the optical microscope pictures. Copper is added to industrial resin grinding wheels to improve heat conductivity, and while this makes a lot of sense at high cutting speeds, and if your abrasive is alumina oxide (corundum) or SiC, diamond has a much better heat conductivity, and it’s the first time I’m seeing this on a diamond grinding bit. Frankly, here it can only be either a cheap filler, or the manufacturer took the same mix they use for AO grinding wheels and just added diamond. Trace amounts of chromium can be detected, as well as some oxygen, matching particles with the silicon map, so I’d suspect that the rare, white-ish particles we have seen in the microscope are SiO2 (quartz) particles.
Let’s take a look at the surface roughness and appearance.
3D height map of the 6 µm SJ resinbond stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%). 2nd picture: area extract to show the grain.
The surface, similar to the SEM picture, has large, very smooth sections, where the grain is still covered in a bit of resin, and also irregular, smaller sections with voids and recessed grains. This matches the view from the SEM quite well.
ISO 25178 parameters of the 6 µm SJ resinbond stone.
The stone surface roughness (Sq) is very low, with a nice and tight control on the height of the surface bearing material ratio (Sdc). The kurtosis (Sku) is quite high here, a result of the very flat sections in combination with the very steep walls leading down to the voids. This smooth stone will glide quite easily along a blade, while providing little feedback. The pressure applied is spread over a large area, reducing the force acting on every grain.
3D height map of the 3 µm SJ resinbond stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%). 2nd picture: area extract to show the grain. 3rd picture. ISO 25178 surface data.
The 3 micrometre and 1 micrometre stone do not differ significantly in their surface parameters. I believe the surface of these stones is dominated by both the filler grains (SiC & copper), but also the breakouts above large nests of grains in combination with the dressing from the manufacturer.
3D height map of the 1 µm SJ resinbond stone. Instrument: Bruker Alicona µCMM, 50X objective lens, singe FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%). 2nd picture: area extract to show the grain. 3rd picture. ISO 25178 surface data.
The 1 micrometre resinbond stone has a line through the center of the height scan, sitting quite a bit above the rest of the surface area. Maybe a missed spot on the final dressing of the stone surface?
In order to evaluate the sharpening performance of these stones, 3 blades were sharpened. In order to evaluate the sharpening performance of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus. One blade was prepared with the 6 micrometre stone, the 2nd with first the 6 and then the 3 micrometre one, the last with all three stones.
The 6 µm blade tested to a BESS rating of 135. No stropping was undertaken.
SEM micrographs of the sharpened M398 blade. Finishing Stone: Schleifjunkies 6 µm. Instrument: Zeiss GeminiSEM560.
The 6 µm blade shows a slightly wavy edge. Some burr is visible, as well as some carbide cracking from the grinding pressure. Periodically, deeper scratches are visible.
The 3 µm blade tested to a BESS rating of 130. No stropping was undertaken.
SEM micrographs of the sharpened M398 blade. Finishing Stone: Schleifjunkies 3 µm. Instrument: Zeiss GeminiSEM560.
The 3 micrometre stone left a smoother surface with lower scratches. Near the apex, some cracking and a ghost burr are visible. Some deeper scratches are visible, similar to the 6 µm stone. The stone didn’t remove a lot of material, and mostly burnished the surface, which also explains why no significant sharpness improvement was visible.
The 1 µm stone felt very dull. I spend more than 15 minutes just on that stone, with barely an improvement on the blade. Because of the low material removal rate, I raised the angle by 0.1°, so that the edge was leading and we could be sure that what we are later measuring was created by the 1 micrometre stone. The blade tested to a BESS rating of 160.
Whenever I got a section to become smoother, a larger scratch appeared again. These deeper scratches are very similar to the other two stones. I would hazard a guess that it’s the SiC particles, which are similarly sized in all 3 stones.
SEM micrographs of the sharpened M398 blade. Finishing Stone: Schleifjunkies 1 µm. Instrument: Zeiss GeminiSEM560.
The blade got a bit smoother, but also rounded of the apex. The deeper scratches are very similar to the other two blades.
Optical macro shots of the 6 / 3 / 1 micrometre finished blade. Instrument: iphone 15 pro max with a 120x optical loupe macro addon. Note the improved surface finish, but general appearance of larger scratches.
I’m quite disappointed in these stones. I have two Schleifjunkies resin wheels for my Tormek T8, which do a better job. These stones feel to hard, with not enough of a bite. It feels like I am constantly burnishing the surface, and not removing a lot of material. The mediocre BESS tests and persistent scratches are of note here. I sharpened a much softer knife at 58 HRC with this, and had better results.
The stones tested between 85 and 95 shore D at random locations. I took 5 measurements per stone. The measurements were taken at the sidewall of the stone.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a “this is the max value this stone can achieve”. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.
Manage Consent
To provide the best experiences, we use technologies like cookies to store and/or access device information. Consenting to these technologies will allow us to process data such as browsing behavior or unique IDs on this site. Not consenting or withdrawing consent, may adversely affect certain features and functions.
Functional
Always active
The technical storage or access is strictly necessary for the legitimate purpose of enabling the use of a specific service explicitly requested by the subscriber or user, or for the sole purpose of carrying out the transmission of a communication over an electronic communications network.
Preferences
The technical storage or access is necessary for the legitimate purpose of storing preferences that are not requested by the subscriber or user.
Statistics
The technical storage or access that is used exclusively for statistical purposes.The technical storage or access that is used exclusively for anonymous statistical purposes. Without a subpoena, voluntary compliance on the part of your Internet Service Provider, or additional records from a third party, information stored or retrieved for this purpose alone cannot usually be used to identify you.
Marketing
The technical storage or access is required to create user profiles to send advertising, or to track the user on a website or across several websites for similar marketing purposes.