This is part of a series of blog posts – looking into the appearance and composition of commercially available sharpening stones. If you are interested in the previous episodes, check out the archive for them.
If you have some suggestion on what I should look at next, or want to share your super secret DIY stones, I could be persuaded to open the bag of analytical devices… hit me up on Instagram under @marvgro for that.
Disclaimer: I’m not for sale. Every review you see on this blog is bought with my own money. I have no affiliation to any manufacturer.
Review
Today’s stone is a novel one for this blog. It’s from the Ukrainian company “PT.tools” (also known as PDT or Poltava), which are a manufacturer of abrasive tools. It uses a bronze bond, and the grit chosen (3/2 µm) is perfect for polishing, according to the manufacturer.
Let’s take a look under the microscope!



Optical micrograph of the PTD diamond 3/2 µm. Instrument: Leica Emspira.
The stone is very firm, showing a dark grey colour, that slightly reflects reddish/bronze coloured when the light hits it. Under the microscope, a very even structure is visible. Individual grits are near impossible to make out, because the bronze binder is so reflective.
For a better look, I’ve put the stone into our ultra high resolution scanning electron microscope.





SEM micrographs of the PTD Diamond 3/2 µm. Instrument: Zeiss GeminiSEM560.
The bond is very typical of a dense, highly sintered bronze bond. At the topmost surface, some plastic deformation of the matrix is visible, in deeper recesses some porosity from sintering, but generally speaking this is one dense bond! I typically encounter such tools in my dayjob for precision grinding of glass. The super low concentration of the abrasive also highlights this.
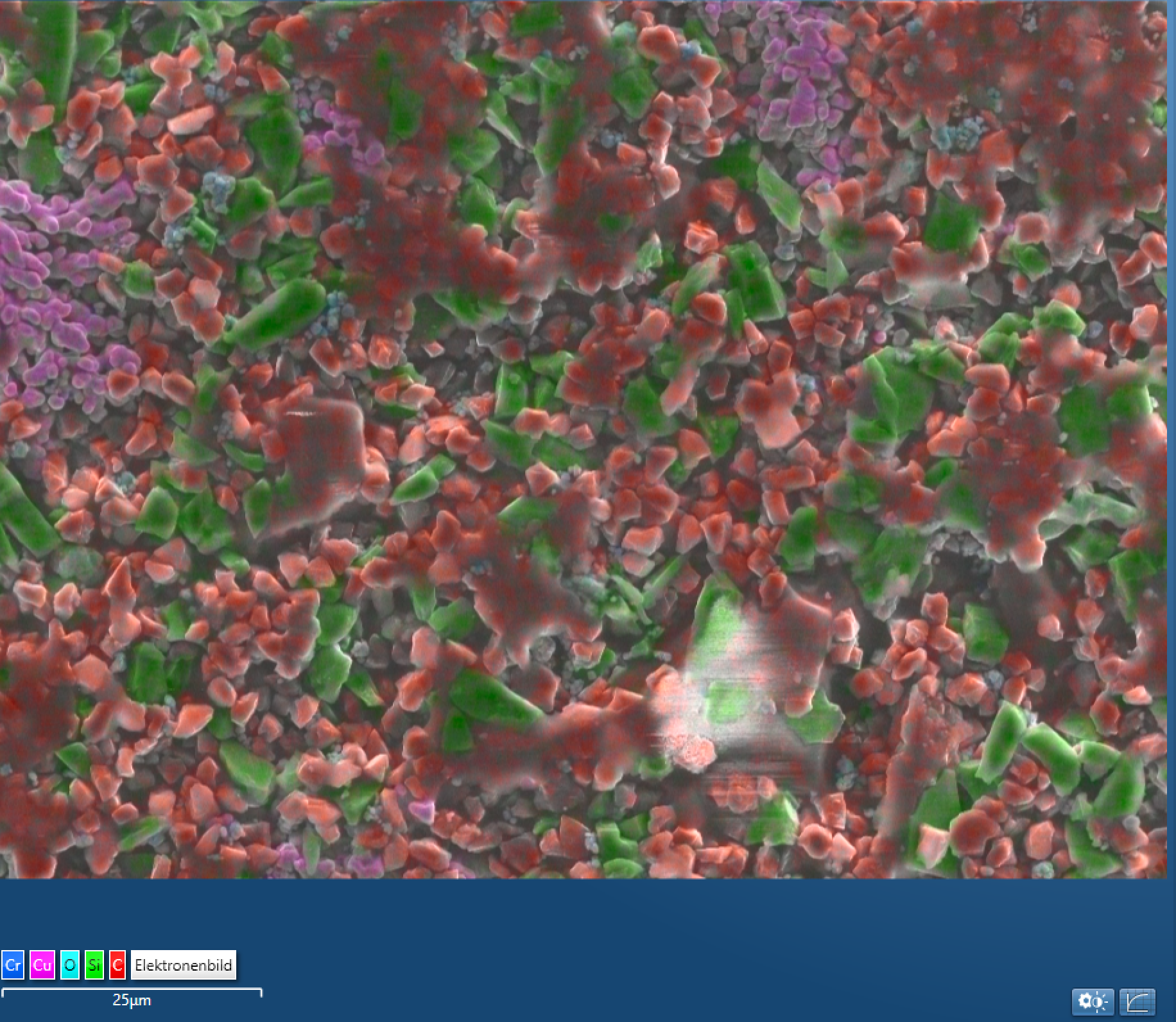
EDS analysis confirms what the manufacturer stats -small diamond grains in a bronze binder. The larger particles visible appear to be Silicon carbide, I’d guess embedded from the dressing process?


EDS analysis of the PTD Diamond 3/2. Instrument: Oxford Ultim Max ∞ 40mm2 EDS sensor. Note that our EDS sensor doesn’t show elements lighter than boron.
Under the focus variation confocal microscope, a relatively smooth surface, dominated by the metal binder and dressing process is visible. This stone will likely create an immense amount of cutting pressure.

Instrument: Bruker Alicona µCMM, 50X objective lens, 3×3 FOV high resolution focus variation scan. Data is leveled and outliers removed (0.25%).
The surface parameters do mirror this finding – a smooth stone with a relatively low surface roughness, and generally dense material ratio (Sdc).

ISO 25178 parameters of the PTD Diamond 3/2 µm.
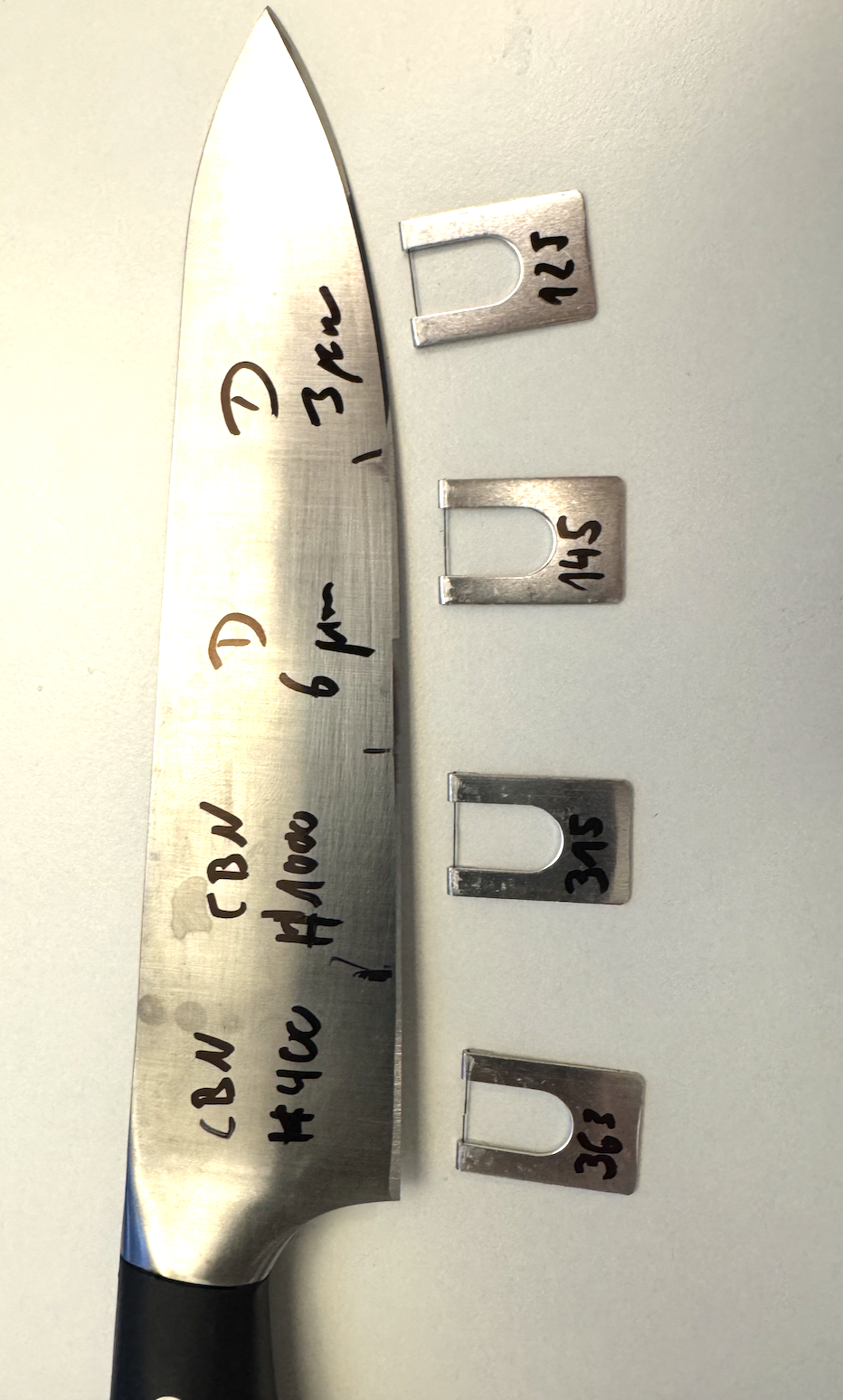
In order to evaluate the sharpening performance of this stone, a blade was sharpened with it. I am using a standardised testing procedure, read about it here. Nevertheless, it’s 65 HRC M398, and sharpened to 17 DPS with resin bond diamond stones down to 10 µm. Afterwards, the tested stone is used, first in a back and forth movement until the surface becomes homogenous, and then alternating strokes (5-5-3-2) on each side, for a total of 20 strokes towards the apex per side. No pressure is applied but the weight of the apparatus.
The edge is then analysed in the electron microscope for breakouts and morphological appearance.




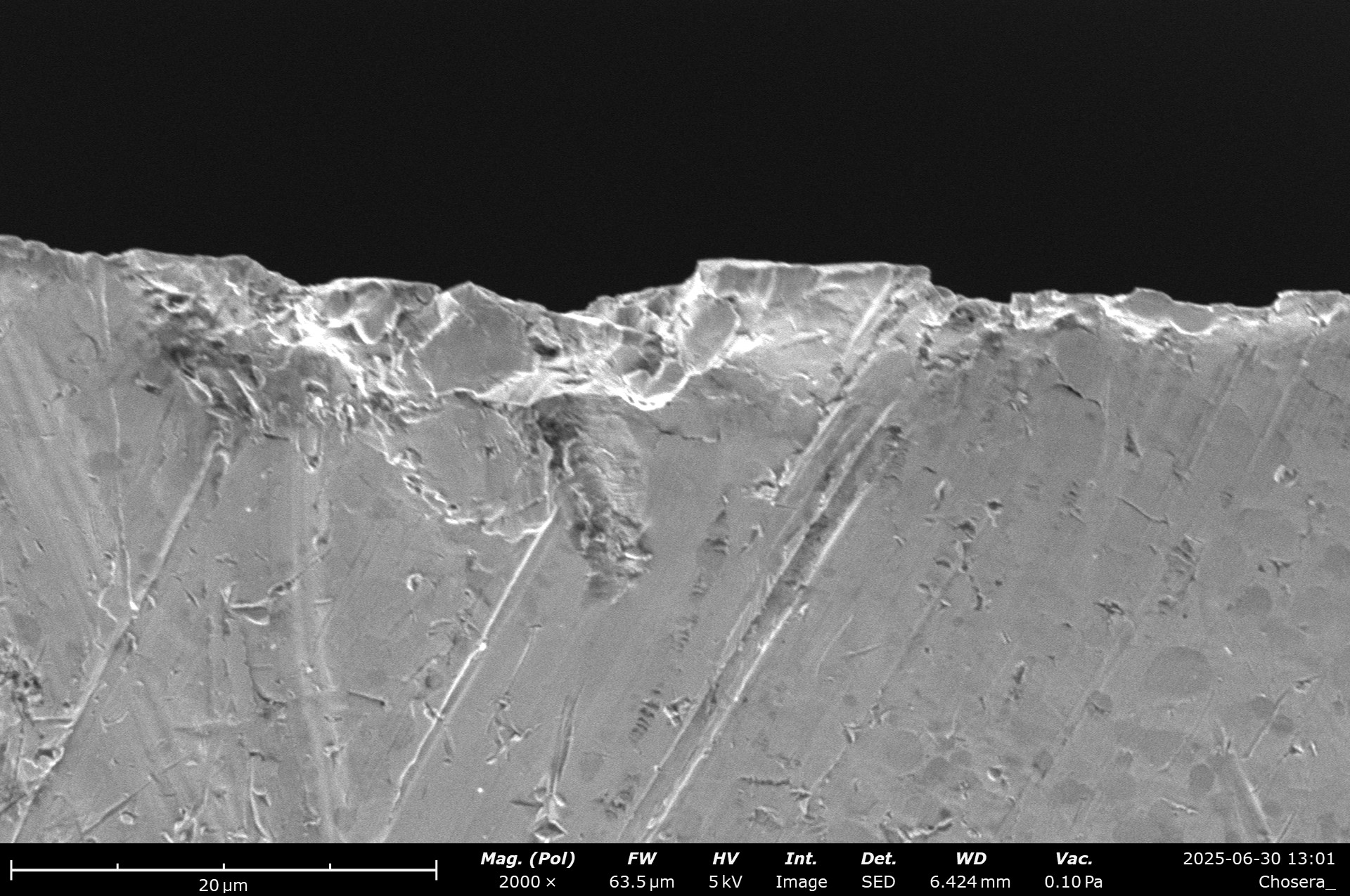
SEM micrographs of the blade finished with the PTD Diamond 3/2 µm. Deep, regular scratches are visible that were created by the stone.
The sharpening result of this stone was abhorrent. My regular preparation with my own, DrMarv Scientific Sharpening stones leaves a near mirror finish, with a super high gloss at 10 µm. Only by varying the light, some very, very fine scratches can be made out. With the PTD stone, even after just 2 passes, the whole surface turned matte and super dull, with lots of visible scratches. The SEM pictures show this very clearly – with carbide matrix fractures near the apex, and prow formation. It barely did shave, but was easily felt that it’s more tearing and less cutting.
I’m unsure what the issue is here. I would guess that the low concentration and embedded larger SiC particles, combined with the very hard binder mar the surface of the blade. From my professional day job, dressing such a bond is very difficult, requires a quick dressing spindle and low engagement. Nothing that is done easily or cheaply. While grinding with such bonds and concentrations on a milling machine, immense cutting pressure and heat is generated. I wonder why it is made with such a fine grain. If the concentration was bumped by a factor of 10, and large grits were used, it would likely be a fantastic, very long lasting sharpening stone, if the manufacturer was able to integrate some self sharpening properties.
Sharpening disclaimer: I use a standardised approach to sharpening, which basically follows how most manufacturer of guided systems tell you to use this system. I am very aware, that every stone could perform much better than this, in terms of sharpness, but I want a comparable approach. The sharpening segment mostly shows the material removal mechanism – is it burnishing? is it cutting? is the cutting pressure too high so that carbides crack? Is there massive burr or prow formation? The BESS value definitely doesn’t highlight the ultimate sharpening performance of the stone, but was an often requested information. Over time, this blog will show BESS values for different edge morphologies, but by the holy endmill – don’t read it as a “this is the max value this stone can achieve”. I would also suggest to familiarise yourself with the works of Immanuel Kant, it’s absurd I need to write such a disclaimer here.